Home Page » About Us » Case History » Heat Treatment Supervisory Control

SCADA supervisory control of an automatic installation for carburizing, tempering and hardening heat treatments
Sielco Sistemi —
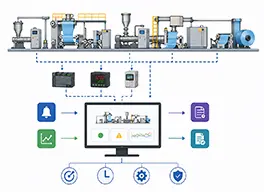
Sielco Sistemi developed a comprehensive SCADA supervisory control system for an automatic installation dedicated to heat treating processes, specifically carburizing, tempering and hardening. Based on the Winlog Pro SCADA HMI platform and integrated with an MQTT/Modbus IoT Gateway, the system manages a continuous treatment line in which batches of metallic components undergo precisely controlled thermal cycles. The SCADA application communicates with a PLC network based on Siemens SIMATIC S7 through an Applicom server, ensuring reliable and real-time data exchange across all treatment stations.
At the heart of the system lies a sophisticated batch management architecture. Batch materials are linked to their corresponding treatment recipes and positioned on dedicated parking platforms acting as buffers between incoming production and the active treatment line. An asynchronous process logic continuously verifies the availability of furnaces and washers before authorising any transfer, preventing bottlenecks and maximising equipment utilisation. This approach ensures that no batch enters a treatment phase before all upstream conditions are confirmed, reducing the risk of incomplete or incorrect treatments.
The recipe database represents the cornerstone of process repeatability. Each recipe contains complete batch identification data together with detailed process parameters, including target temperatures, ramp rates, soaking times, carbon potential setpoints and quenching parameters. Operators can access, modify and version recipes directly from the SCADA interface, while the system maintains a complete audit trail of all modifications. This guarantees that every heat treatment can be reproduced with absolute fidelity, even months after execution.
The main supervisory template provides operators with a real-time overview of the entire treatment line. Each furnace, washer and transfer mechanism is graphically represented with colour-coded status indicators. A dedicated tracking layer displays the exact position and progress of every batch, allowing operators to anticipate completion times and coordinate downstream logistics efficiently. Detailed views provide live trend charts for key variables, including temperature profiles and atmosphere composition.
Temperature and carbon atmosphere control are managed with high precision during carburizing. The system continuously compares actual atmosphere measurements with the recipe-defined carbon potential curve and automatically applies corrective actions when required. During tempering and hardening, temperature uniformity is monitored by multiple thermocouples, and any deviation beyond configured tolerances triggers an immediate alarm. This multi-loop control strategy ensures consistent metallurgical properties in finished components.
At the end of each batch cycle, the application automatically generates a comprehensive quality control report. Each report includes batch identification, recipe information, operator details and production date, together with graphical trends of temperature and carbon percentage. A dedicated section allows quality inspectors to record the results of mechanical tests such as surface hardness, core hardness and case depth measurements. Integrating process data and laboratory results in a single traceable document simplifies certification and supports compliance with standards such as AMS 2750 and CQI-9.
Optionally, Sielco Sistemi provides a scheduling and batch optimisation module. The module processes queues of recipes and applies optimisation algorithms to determine the most economical sequence, considering furnace affinities, temperature transition costs and maintenance windows. By minimising idle time and unnecessary thermal cycling, the optimiser reduces energy consumption, extends furnace life and increases throughput. A Gantt-style interface enables production managers to visualise and adjust schedules before execution.
All components are integrated through a TCP/IP client/server architecture. Multiple operator stations can simultaneously access the central SCADA server, giving production, quality and maintenance departments access to the information they require. The MQTT/Modbus IoT Gateway extends connectivity to remote monitoring applications, allowing supervisors to receive alarms and monitor the line from mobile devices as part of an Industry 4.0 strategy. Role-based access control protects sensitive recipes and configuration parameters, ensuring operational security and data integrity throughout the installation.
FAQ
- How does the system communicate with the Siemens SIMATIC S7 PLC network?
- The SCADA application communicates with the Siemens SIMATIC S7 PLC network using the MPI protocol through an Applicom server. This server acts as a protocol gateway, translating MPI frames into data that Winlog Pro can read and write in real time. The architecture supports multi-node S7 networks, allowing a single SCADA server to supervise several PLCs distributed across the heat treatment line simultaneously, without requiring additional hardware per station.
- How does the asynchronous batch logic prevent incorrect treatments?
- Before authorising any material transfer, the asynchronous process logic verifies a set of interlocking conditions: the target furnace must have reached its setpoint temperature, its atmosphere must be within the carbon potential tolerance defined by the recipe, and the washer downstream must be ready to receive the batch. Only when all conditions are simultaneously satisfied does the system release the transfer command. If any condition fails, the batch remains on its parking platform and an informational message is displayed to the operator, preventing any risk of a component entering the wrong thermal phase.
- What data is included in the quality control report generated at the end of each batch?
- Each quality control report contains full batch identification data — material reference, recipe name, operator ID and production date and time — followed by graphical trend charts of temperature and carbon percentage for every phase of the treatment cycle: carburizing, diffusion, tempering and hardening. A dedicated section allows quality inspectors to enter the results of mechanical tests performed on sample components, such as surface hardness, core hardness, case depth and tensile strength. The completed report constitutes a traceable certification document that can be archived digitally or printed, supporting compliance with metallurgical quality standards including AMS 2750 and CQI-9.
- How does the optional batch scheduling optimisation module work?
- The scheduling and optimisation module accepts a queue of consecutive treatment recipes submitted by production planning. An optimisation algorithm evaluates all possible processing sequences and selects the one that minimises total cycle time, reduces unnecessary thermal transitions between batches with different setpoint temperatures and avoids conflicts over shared resources such as washers and quench tanks. The result is displayed in a Gantt-style timeline that production managers can review and, if necessary, manually adjust before confirming the schedule. Once confirmed, the sequence is sent to the SCADA control layer, which executes it autonomously, freeing operators from manual batch-to-batch coordination.
- How does the MQTT/Modbus IoT Gateway extend the system capabilities?
- The MQTT/Modbus IoT Gateway bridges the plant-floor Modbus device network with cloud-ready MQTT messaging infrastructure. Process variables, alarm states and batch status data are published as MQTT topics at configurable intervals, making them available to remote dashboards, mobile supervision applications and higher-level MES or ERP systems without exposing the core SCADA server directly to external networks. This architecture enables supervisors and maintenance engineers to monitor furnace temperatures, batch progress and alarm conditions from smartphones or tablets, and allows the integration of predictive maintenance analytics by feeding historical process data into external analysis platforms, all while maintaining network security through the gateway’s role as a controlled data broker.