Home Page » Chi Siamo » Case History » Controllo di Supervisione Trattamenti Termici

Controllo di supervisione SCADA di un’installazione automatica per trattamenti termici di cementazione, rinvenimento e tempra
Sielco Sistemi —
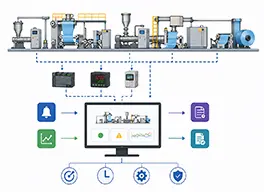
Sielco Sistemi ha sviluppato un completo sistema di supervisione e controllo SCADA per un impianto automatico dedicato ai trattamenti termici, in particolare cementazione, rinvenimento e tempra. Basato sulla piattaforma Winlog Pro SCADA HMI e integrato con un gateway IoT MQTT/Modbus, il sistema gestisce una linea di trattamento continua in cui i lotti di componenti metallici sono sottoposti a cicli termici controllati con precisione. L’applicazione SCADA comunica con una rete di PLC Siemens SIMATIC S7 tramite un server Applicom, garantendo uno scambio dati affidabile e in tempo reale tra tutte le stazioni di trattamento.
Al centro del sistema si trova una sofisticata architettura di gestione dei lotti. I materiali in lavorazione sono collegati alle rispettive ricette di trattamento e posizionati su piattaforme di parcheggio dedicate, che fungono da buffer tra la produzione in ingresso e la linea di trattamento attiva. Una logica di processo asincrona verifica continuamente la disponibilità di forni e lavatrici prima di autorizzare qualsiasi trasferimento, prevenendo i colli di bottiglia e massimizzando l’utilizzo delle apparecchiature. Questo approccio garantisce che nessun lotto entri in una fase di trattamento prima che tutte le condizioni a monte siano confermate, riducendo il rischio di trattamenti incompleti o errati.
Il database delle ricette rappresenta il pilastro della ripetibilità di processo. Ogni ricetta contiene i dati completi di identificazione del lotto insieme a parametri di processo dettagliati, tra cui temperature target, velocità di rampa, tempi di permanenza, setpoint del potenziale di carbonio e parametri di tempra. Gli operatori possono accedere, modificare e gestire le versioni delle ricette direttamente dall’interfaccia SCADA, mentre il sistema mantiene una audit trail completo di tutte le modifiche. Ciò garantisce che ogni trattamento termico possa essere riprodotto con assoluta fedeltà, anche mesi dopo la sua esecuzione.
Il template principale di supervisione fornisce agli operatori una visione in tempo reale dell’intera linea di trattamento. Ogni forno, lavatrice e meccanismo di trasferimento è rappresentato graficamente con indicatori di stato a codice colore. Un livello dedicato di tracciamento mostra la posizione esatta e l’avanzamento di ogni lotto, consentendo agli operatori di anticipare i tempi di completamento e coordinare efficacemente la logistica a valle. Le viste di dettaglio forniscono grafici di tendenza in tempo reale per le variabili chiave, tra cui i profili di temperatura e la composizione dell’atmosfera.
Il controllo della temperatura e dell’atmosfera carburante viene gestito con elevata precisione durante la cementazione. Il sistema confronta continuamente le misurazioni reali dell’atmosfera con la curva del potenziale di carbonio definita dalla ricetta e applica automaticamente azioni correttive quando necessario. Durante il rinvenimento e la tempra, l’uniformità della temperatura viene monitorata da più termocoppie, e qualsiasi deviazione oltre le tolleranze configurate attiva un allarme immediato. Questa strategia di controllo multi-loop garantisce proprietà metallurgiche costanti nei componenti finiti.
Al termine di ogni ciclo di lotto, l’applicazione genera automaticamente un report completo di controllo qualità. Ogni report include l’identificazione del lotto, le informazioni sulla ricetta, i dettagli dell’operatore e la data di produzione, insieme a grafici di tendenza della temperatura e della percentuale di carbonio. Una sezione dedicata consente agli ispettori di qualità di registrare i risultati di test meccanici come la durezza superficiale, la durezza al cuore e le misurazioni della profondità di cementazione. L’integrazione dei dati di processo e dei risultati di laboratorio in un unico documento tracciabile semplifica la certificazione e supporta la conformità a standard come AMS 2750 e CQI-9.
Opzionalmente, Sielco Sistemi fornisce un modulo di pianificazione e ottimizzazione dei lotti. Il modulo elabora code di ricette e applica algoritmi di ottimizzazione per determinare la sequenza più economica, considerando le affinità tra forni, i costi di transizione termica e le finestre di manutenzione. Riducendo al minimo i tempi morti e i cicli termici non necessari, l’optimizer riduce il consumo energetico, prolunga la vita dei forni e aumenta la produttività. Un’interfaccia in stile Gantt consente ai responsabili di produzione di visualizzare e modificare le pianificazioni prima dell’esecuzione.
Tutti i componenti sono integrati tramite un’architettura client/server TCP/IP. Più postazioni operatore possono accedere simultaneamente al server SCADA centrale, garantendo ai reparti di produzione, qualità e manutenzione l’accesso alle informazioni di cui hanno bisogno. Il gateway IoT MQTT/Modbus estende la connettività alle applicazioni di monitoraggio remoto, consentendo ai supervisori di ricevere allarmi e monitorare la linea da dispositivi mobili nell’ambito dell’Industria 4.0. Il controllo degli accessi basato sui ruoli protegge le ricette sensibili e i parametri di configurazione, garantendo sicurezza operativa e integrità dei dati in tutto l’impianto.
FAQ
- Come comunica il sistema con la rete PLC Siemens SIMATIC S7?
- L’applicazione SCADA comunica con la rete PLC Siemens SIMATIC S7 utilizzando il protocollo MPI attraverso un server Applicom. Questo server funge da gateway di protocollo, traducendo i frame MPI in dati che Winlog Pro può leggere e scrivere in tempo reale. L’architettura supporta reti S7 multi-nodo, consentendo a un singolo server SCADA di supervisionare più PLC distribuiti sulla linea di trattamento termico contemporaneamente, senza richiedere hardware aggiuntivo per stazione.
- Come previene la logica asincrona dei lotti i trattamenti errati?
- Prima di autorizzare qualsiasi trasferimento di materiale, la logica di processo asincrona verifica un insieme di condizioni di interblocco: il forno di destinazione deve aver raggiunto la temperatura di setpoint, la sua atmosfera deve essere entro la tolleranza del potenziale di carbonio definita dalla ricetta e la lavatrice a valle deve essere pronta a ricevere il lotto. Solo quando tutte le condizioni sono simultaneamente soddisfatte il sistema rilascia il comando di trasferimento. Se una condizione non è soddisfatta, il lotto rimane sulla sua piattaforma di parcheggio e un messaggio informativo viene visualizzato all’operatore, prevenendo il rischio che un componente entri nella fase termica sbagliata.
- Quali dati sono inclusi nel rapporto di controllo qualità generato al termine di ogni lotto?
- Ogni rapporto di controllo qualità contiene i dati completi di identificazione del lotto — riferimento del materiale, nome della ricetta, ID operatore e data e ora di produzione — seguiti da grafici di tendenza di temperatura e percentuale di carbonio per ogni fase del ciclo di trattamento: cementazione, diffusione, rinvenimento e tempra. Una sezione dedicata consente agli ispettori della qualità di inserire i risultati delle prove meccaniche eseguite su componenti campione, come durezza superficiale, durezza del nucleo, profondità del caso e resistenza alla trazione. Il rapporto completato costituisce un documento di certificazione tracciabile che può essere archiviato digitalmente o stampato, supportando la conformità agli standard di qualità metallurgica tra cui AMS 2750 e CQI-9.
- Come funziona il modulo opzionale di schedulazione e ottimizzazione dei lotti?
- Il modulo di schedulazione e ottimizzazione accetta una coda di ricette di trattamento consecutive inviate dalla pianificazione della produzione. Un algoritmo di ottimizzazione valuta tutte le possibili sequenze di elaborazione e seleziona quella che minimizza il tempo di ciclo totale, riduce le transizioni termiche non necessarie tra lotti con diverse temperature di setpoint ed evita conflitti sulle risorse condivise come lavatrici e vasche di tempra. Il risultato viene visualizzato in una timeline in stile Gantt che i responsabili della produzione possono esaminare e, se necessario, regolare manualmente prima di confermare il programma. Una volta confermata, la sequenza viene inviata al livello di controllo SCADA, che la esegue autonomamente.
- Come estende le capacità del sistema il gateway IoT MQTT/Modbus?
- Il gateway IoT MQTT/Modbus collega la rete di dispositivi Modbus del piano di produzione con un’infrastruttura di messaggistica MQTT pronta per il cloud. Le variabili di processo, gli stati di allarme e i dati sullo stato dei lotti vengono pubblicati come topic MQTT a intervalli configurabili, rendendoli disponibili a dashboard remoti, applicazioni di supervisione mobile e sistemi MES o ERP di livello superiore senza esporre direttamente il server SCADA principale a reti esterne. Questa architettura consente a supervisori e tecnici di manutenzione di monitorare temperature dei forni, avanzamento dei lotti e condizioni di allarme da smartphone o tablet, e permette l’integrazione di analisi predittive della manutenzione alimentando dati storici di processo in piattaforme di analisi esterne.