Startseite » Über Uns » Fallstudien » Überwachungssteuerung Wärmebehandlung

SCADA-Überwachungssteuerung einer automatischen Anlage für Aufkohlungs-, Anlassund Härtewärmebehandlungen
Sielco Sistemi —
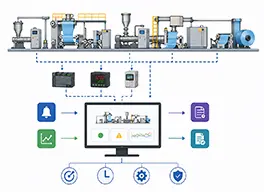
Sielco Sistemi hat ein umfassendes SCADA-Überwachungs- und Steuerungssystem für eine automatische Anlage entwickelt, die für Wärmebehandlungsprozesse bestimmt ist, insbesondere für Aufkohlen, Anlassen und Härten. Basierend auf der Plattform Winlog Pro SCADA HMI und integriert mit einem MQTT/Modbus-IoT-Gateway verwaltet das System eine kontinuierliche Behandlungslinie, in der Chargen metallischer Bauteile präzise gesteuerten thermischen Zyklen unterzogen werden. Die SCADA-Anwendung kommuniziert über einen Applicom-Server mit einem Netzwerk von SPS Siemens SIMATIC S7 und gewährleistet einen zuverlässigen Datenaustausch in Echtzeit zwischen allen Behandlungsstationen.
Im Zentrum des Systems steht eine ausgeklügelte Chargenverwaltungsarchitektur. Die Chargenmaterialien werden mit den entsprechenden Behandlungsrezepten verknüpft und auf dedizierten Pufferplattformen positioniert, die als Puffer zwischen eingehender Produktion und aktiver Behandlungslinie dienen. Eine asynchrone Prozesslogik überprüft kontinuierlich die Verfügbarkeit von Öfen und Waschanlagen, bevor ein Transfer autorisiert wird, und verhindert so Engpässe und maximiert die Anlagennutzung. Dieser Ansatz stellt sicher, dass keine Charge in eine Behandlungsphase eintritt, bevor alle vorgelagerten Bedingungen bestätigt sind, wodurch das Risiko unvollständiger oder fehlerhafter Behandlungen verringert wird.
Die Rezeptdatenbank bildet den Eckpfeiler der Prozesswiederholbarkeit. Jedes Rezept enthält vollständige Chargenidentifikationsdaten zusammen mit detaillierten Prozessparametern, darunter Zieltemperaturen, Aufheizraten, Haltezeiten, Sollwerte für das Kohlenstoffpotenzial und Härteparameter. Bediener können Rezepte direkt über die SCADA-Schnittstelle aufrufen, ändern und versionieren, während das System einen vollständigen Audit Trail aller Änderungen führt. Dies garantiert, dass jede Wärmebehandlung auch Monate nach ihrer Durchführung mit absoluter Genauigkeit reproduziert werden kann.
Die Hauptübersichtsvorlage bietet den Bedienern einen Echtzeitüberblick über die gesamte Behandlungslinie. Jeder Ofen, jede Waschanlage und jeder Transfermechanismus wird grafisch mit farbcodierten Statusanzeigen dargestellt. Eine dedizierte Tracking-Ebene zeigt die genaue Position und den Fortschritt jeder Charge an, sodass die Bediener Fertigstellungszeiten vorhersehen und die nachgelagerte Logistik effizient koordinieren können. Detailansichten liefern Live-Trenddiagramme für Schlüsselvariablen, einschließlich Temperaturprofilen und Atmosphärenzusammensetzung.
Die Temperatur- und Kohlenstoffatmosphärenregelung wird beim Aufkohlen mit hoher Präzision gesteuert. Das System vergleicht kontinuierlich die tatsächlichen Atmosphärenmessungen mit der im Rezept definierten Kohlenstoffpotenzialkurve und wendet bei Bedarf automatisch Korrekturmaßnahmen an. Während des Anlassens und Härtens wird die Temperaturgleichmäßigkeit von mehreren Thermoelementen überwacht, und jede Abweichung über die konfigurierten Toleranzen hinaus löst sofort einen Alarm aus. Diese Multi-Loop-Regelstrategie gewährleistet konsistente metallurgische Eigenschaften der fertigen Bauteile.
Am Ende jedes Chargenzyklus erstellt die Anwendung automatisch einen umfassenden Qualitätskontrollbericht. Jeder Bericht enthält die Chargenidentifikation, Rezeptinformationen, Bedienerdaten und das Produktionsdatum sowie grafische Trends von Temperatur und Kohlenstoffgehalt. Ein dedizierter Abschnitt ermöglicht es Qualitätsprüfern, die Ergebnisse mechanischer Tests wie Oberflächenhärte, Kernhärte und Einsatzhärtetiefenmessungen zu erfassen. Die Integration von Prozessdaten und Laborergebnissen in einem einzigen rückverfolgbaren Dokument vereinfacht die Zertifizierung und unterstützt die Einhaltung von Normen wie AMS 2750 und CQI-9.
Optional bietet Sielco Sistemi ein Planungs- und Chargenoptimierungsmodul. Das Modul verarbeitet Rezeptwarteschlangen und wendet Optimierungsalgorithmen an, um die wirtschaftlichste Reihenfolge zu bestimmen, wobei Ofenaffinitäten, Temperaturübergangskosten und Wartungsfenster berücksichtigt werden. Durch die Minimierung von Stillstandszeiten und unnötigen thermischen Zyklen senkt der Optimierer den Energieverbrauch, verlängert die Lebensdauer der Öfen und erhöht den Durchsatz. Eine Schnittstelle im Gantt-Stil ermöglicht es Produktionsleitern, Zeitpläne vor der Ausführung zu visualisieren und anzupassen.
Alle Komponenten sind über eine TCP/IP-Client/Server-Architektur integriert. Mehrere Bedienerstationen können gleichzeitig auf den zentralen SCADA-Server zugreifen, sodass Produktions-, Qualitäts- und Wartungsabteilungen Zugang zu den benötigten Informationen erhalten. Das MQTT/Modbus-IoT-Gateway erweitert die Konnektivität auf Fernüberwachungsanwendungen und ermöglicht es Vorgesetzten, Alarme zu empfangen und die Linie von Mobilgeräten aus im Rahmen der Industrie 4.0 zu überwachen. Die rollenbasierte Zugriffskontrolle schützt sensible Rezepte und Konfigurationsparameter und gewährleistet die Betriebssicherheit und Datenintegrität in der gesamten Anlage.
FAQ
- Wie kommuniziert das System mit dem Siemens SIMATIC S7 SPS-Netzwerk?
- Die SCADA-Anwendung kommuniziert mit dem Siemens SIMATIC S7 SPS-Netzwerk über das MPI-Protokoll durch einen Applicom-Server. Dieser Server fungiert als Protokoll-Gateway und übersetzt MPI-Frames in Daten, die Winlog Pro in Echtzeit lesen und schreiben kann. Die Architektur unterstützt Multi-Knoten-S7-Netzwerke und ermöglicht es einem einzigen SCADA-Server, mehrere auf der Wärmebehandlungslinie verteilte SPS gleichzeitig zu überwachen, ohne zusätzliche Hardware pro Station zu benötigen.
- Wie verhindert die asynchrone Chargenlogik fehlerhafte Behandlungen?
- Bevor ein Materialtransfer genehmigt wird, überprüft die asynchrone Prozesslogik eine Reihe von Verriegelungsbedingungen: Der Zielofen muss seine Solltemperatur erreicht haben, seine Atmosphäre muss innerhalb der vom Rezept definierten Kohlenstoffpotentialtoleranz liegen, und die nachgeschaltete Waschanlage muss bereit sein, die Charge zu empfangen. Nur wenn alle Bedingungen gleichzeitig erfüllt sind, gibt das System den Transferbefehl frei. Wenn eine Bedingung nicht erfüllt ist, verbleibt die Charge auf ihrer Parkplattform und dem Bediener wird eine Informationsmeldung angezeigt.
- Welche Daten enthält der am Ende jeder Charge generierte Qualitätskontrollbericht?
- Jeder Qualitätskontrollbericht enthält vollständige Chargenidentifikationsdaten — Materialreferenz, Rezeptname, Bediener-ID sowie Produktionsdatum und -uhrzeit — gefolgt von grafischen Trenddiagrammen der Temperatur und des Kohlenstoffanteils für jede Phase des Behandlungszyklus: Aufkohlung, Diffusion, Anlassen und Härten. Ein dedizierter Abschnitt ermöglicht es Qualitätsprüfern, die Ergebnisse mechanischer Tests an Musterkomponenten einzugeben, wie Oberflächenhärte, Kernhärte, Einsatztiefe und Zugfestigkeit. Der ausgefüllte Bericht stellt ein rückverfolgbares Zertifizierungsdokument dar, das AMS 2750 und CQI-9 unterstützt.
- Wie funktioniert das optionale Chargenplanungs- und -optimierungsmodul?
- Das Planungs- und Optimierungsmodul akzeptiert eine Warteschlange aufeinanderfolgender Behandlungsrezepte, die von der Produktionsplanung übermittelt werden. Ein Optimierungsalgorithmus bewertet alle möglichen Verarbeitungssequenzen und wählt diejenige aus, die die Gesamtzykluszeit minimiert, unnötige Thermalübergänge zwischen Chargen mit unterschiedlichen Solltemperaturen reduziert und Konflikte um gemeinsam genutzte Ressourcen wie Waschanlagen und Abschreckbehälter vermeidet. Das Ergebnis wird in einer Gantt-ähnlichen Zeitplanansicht dargestellt, die Produktionsmanager überprüfen und bei Bedarf manuell anpassen können, bevor sie den Plan bestätigen.
- Wie erweitert das MQTT/Modbus-IoT-Gateway die Systemfähigkeiten?
- Das MQTT/Modbus-IoT-Gateway verbindet das Modbus-Gerätenetzwerk der Produktionshalle mit einer Cloud-fähigen MQTT-Messaging-Infrastruktur. Prozessvariablen, Alarmzustände und Chargenstatusdaten werden als MQTT-Topics in konfigurierbaren Intervallen veröffentlicht und stehen so für Remote-Dashboards, mobile Überwachungsanwendungen sowie übergeordnete MES- oder ERP-Systeme zur Verfügung, ohne den zentralen SCADA-Server direkt externen Netzwerken auszusetzen. Diese Architektur ermöglicht es Vorgesetzten und Wartungsingenieuren, Ofentemperaturen, Chargenfortschritt und Alarmbedingungen von Smartphones oder Tablets aus zu überwachen.