Page d’Accueil » À Propos de Nous » Études de Cas » Contrôle Qualité dans le Traitement Thermique des Métaux
Contrôle Qualité dans le Traitement Thermique des Métaux
Sielco Sistemi —
Le défi: contrôle qualité sur des fours de traitement thermique hétérogènes
Dans une division d’usine équipée d’un parc de fours de traitement thermique hétérogènes — comprenant des fours multichambre, des fours à puits, des fours de revenu et des fours de trempe — garantir une qualité de processus constante tout en assurant une traçabilité complète est l’un des défis les plus exigeants de la production industrielle. Chaque type de four fonctionne avec sa propre logique de contrôle, sa propre instrumentation et, souvent, son propre enregistreur autonome. Il en résulte un paysage fragmenté dans lequel les graphiques papier s’accumulent dans des classeurs, le croisement des données entre machines est chronophage et le service contrôle qualité n’accède au processus qu’a posteriori, bien après qu’une non-conformité s’est déjà produite.
Le système décrit sur cette page a été conçu précisément pour résoudre ce problème: remplacer les enregistreurs papier traditionnels par une couche de supervision numérique unifiée, consolider les données de chaque four en temps réel et produire des rapports de production structurés qui soutiennent la certification qualité et l’amélioration continue.
Couche de supervision sans interférer avec l’instrumentation de contrôle existante
Un principe fondamental du projet a été la capacité d’ajouter la supervision sans modifier ni interférer avec l’instrumentation de terrain existante. Chaque four était déjà équipé de ses propres automates, contrôleurs Eroelectronic/Gefran et enregistreurs de processus assurant le contrôle en boucle fermée de la température et de l’atmosphère. Remplacer ou reprogrammer cette instrumentation aurait impliqué de longues immobilisations, la revalidation des boucles de régulation et un investissement en capital significatif.
Le système de supervision Winlog SCADA HMI collecte au contraire les mesures des traitements thermiques de tous les fours de la division via un réseau d’acquisition de données parallèle, lisant les valeurs de manière passive sans écrire ni modifier aucun contrôleur existant. Cette approche préserve l’intégrité du système de contrôle de chaque four tout en rendant ses données disponibles pour la couche de supervision centralisée en temps réel: une architecture idéale pour les installations brownfield où la continuité du processus est impérative.
Types de traitement thermique et variables de processus surveillées
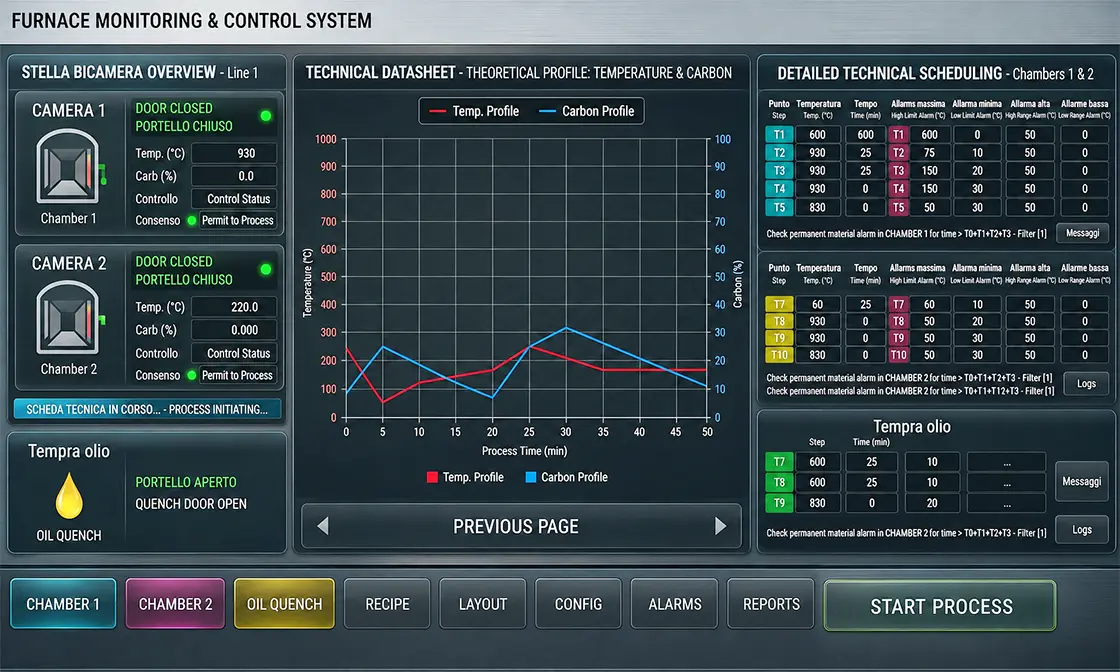
L’usine effectue une large gamme de traitements thermiques, notamment la trempe, le revenu, le recuit, la stabilisation et la normalisation, chacun avec des profils de température, des temps de maintien et des exigences d’atmosphère différents. Le système de supervision acquiert les principales variables de processus pertinentes pour chaque type de traitement, notamment les températures et les pourcentages de carbone pour les processus en atmosphère contrôlée tels que la cémentation et la carburation, où le contrôle précis du potentiel carbone est déterminant pour obtenir la profondeur de cémentation et la dureté superficielle souhaitées.
Toutes les variables acquises sont continuellement comparées aux valeurs de la courbe théorique définie dans chaque recette de production, permettant aux opérateurs et aux responsables qualité de vérifier la conformité du processus en temps réel, plutôt que de découvrir des écarts seulement après que la charge a été déchargée et inspectée.
Recettes de production pour la répétabilité et la standardisation du processus
La répétabilité du processus entre différents opérateurs et différents postes est assurée par un système structuré de gestion des recettes de production. Chaque recette stocke l’ensemble complet des consignes, des courbes théoriques et des tolérances d’acceptation associées à un matériau, une référence de pièce ou une spécification de traitement thermique donnés. Avant de démarrer un cycle de traitement, l’opérateur sélectionne la recette appropriée et le système charge immédiatement les courbes de référence correspondantes pour la comparaison en temps réel, éliminant la ressaisie manuelle des paramètres et les erreurs humaines qui l’accompagnent traditionnellement.
Cette approche soutient directement la conformité aux normes de qualité métallurgique et aux spécifications des clients, car chaque cycle de production est exécuté sur la base d’une configuration validée et traçable, plutôt que d’une procédure mémorisée localement ou notée à la main.
Détection des écarts en temps réel et gestion des alarmes
Lorsqu’une variable de processus sort de la plage de tolérance définie par la recette, le système génère une alarme qui est enregistrée dans le journal des événements avec horodatage et immédiatement transmise au personnel concerné. Pour les installations gardées, les alarmes sont acheminées vers le personnel de maintenance responsable de la division; pour les scénarios non gardés ou de nuit, la même infrastructure d’alarme notifie le personnel de surveillance, garantissant qu’aucun incident sur un four ne reste jamais sans attention, quelle que soit l’heure.
L’historique des alarmes fait partie intégrante du rapport de lot, permettant de reconstituer exactement ce qui s’est passé lors de n’importe quel cycle de production et de vérifier si une alarme était active durant une période de non-conformité potentielle: une exigence de plus en plus requise par les auditeurs qualité des secteurs aéronautique, automobile et outillage.
Rapports de lot automatisés et export compatible Microsoft Office
À la fin de chaque processus de production, le système génère automatiquement un rapport de lot contenant trois catégories d’informations: données d’identification de la charge (référence pièce, référence de la charge, opérateur, date et heure), courbes des variables de processus montrant le profil réel de température et d’atmosphère enregistré durant le traitement, et le journal des alarmes du cycle. Ces rapports sont l’équivalent numérique des graphiques des enregistreurs papier qu’ils remplacent, avec l’avantage supplémentaire d’être consultables, duplicables et impossibles à perdre ou à détériorer.
Toutes les données historiques et les rapports sont exportés dans un format compatible Microsoft Office, les rendant immédiatement exploitables dans Excel pour l’analyse statistique ou dans Word pour la documentation client, et sont partagés électroniquement avec la division contrôle qualité sans nécessité de transcription manuelle ni de remise physique de documents papier.
PClog Panel PCs et architecture client/serveur TCP/IP pour la continuité du système
L’interface HMI du système est assurée par deux PClog — PC industriels à écran tactile pour montage sur tableau fonctionnant comme stations client, connectées à un serveur PClog via un réseau TCP/IP. Cette structure client/serveur garantit à la fois l’intégrité des données et la continuité opérationnelle de l’usine: le serveur acquiert et stocke les données de processus de manière centralisée, indépendamment de l’activité des stations client, et les opérateurs sur l’une ou l’autre des stations client peuvent accéder à la visualisation complète en temps réel et aux données historiques sans conflit. La conception sans ventilateur et le système d’exploitation Windows IoT de la famille PClog les rendent particulièrement adaptés aux conditions de chaleur et de poussière typiques des environnements de traitement thermique, où des PC de bureau conventionnels nécessiteraient une maintenance fréquente.
Cette architecture est particulièrement efficace dans les cas où l’exigence principale est d’avoir une vision globale de plusieurs processus exécutés simultanément par plusieurs machines depuis un point de supervision unique, sans aucune HMI locale sur chaque four, évitant aux opérateurs de devoir se déplacer de machine en machine pour lire les contrôleurs individuels ou les graphiques papier.
Évolutivité et intégration avec les systèmes de gestion de la qualité
Winlog prenant en charge des pilotes de communication pour les protocoles et contrôleurs industriels les plus répandus, étendre le système à des fours supplémentaires ou l’intégrer en amont avec des plateformes MES et ERP via OPC UA est aisé, sans qu’il soit nécessaire de reconcevoir l’application existante. Cela fait de la solution un investissement à long terme et non une solution ponctuelle: une plateforme capable de croître avec l’usine et de continuer à garantir la traçabilité documentée et l’assurance qualité des processus à mesure que la gamme de production et le parc de fours évoluent au fil du temps.
FAQ
- Comment le système SCADA Winlog surveille-t-il les fours de traitement thermique sans interférer avec l’instrumentation de contrôle existante?
- Le système utilise un réseau d’acquisition de données parallèle qui lit passivement les variables de processus depuis les automates, contrôleurs Eroelectronic/Gefran et enregistreurs existants, sans y écrire ni les modifier. Cela permet d’ajouter la supervision complète de tous les fours de la division à une installation brownfield sans arrêt de production, sans revalidation de boucles et sans investissement en nouveau matériel de contrôle.
- Quels types de traitements thermiques le système de supervision Winlog peut-il gérer et documenter?
- Le système prend en charge les processus de trempe, revenu, recuit, stabilisation et normalisation, ainsi que les traitements sous atmosphère contrôlée tels que la carburation et la cémentation, où le pourcentage de carbone est surveillé en continu aux côtés de la température. Chaque type de processus est géré via des recettes de production dédiées qui stockent l’ensemble complet des consignes, des courbes théoriques et des tolérances d’acceptation pour ce traitement.
- Comment le système utilise-t-il les recettes de production pour garantir la répétabilité du processus entre différents opérateurs et postes?
- Chaque recette de production stocke l’ensemble complet des consignes, des courbes théoriques et des tolérances d’acceptation pour un matériau, une référence de pièce ou une spécification de traitement donnés. Avant de démarrer un cycle, l’opérateur sélectionne la recette appropriée et le système charge immédiatement les courbes de référence correspondantes pour la comparaison en temps réel, éliminant la saisie manuelle des paramètres et les erreurs humaines qui y sont associées. Chaque cycle de production est donc exécuté sur la base d’une configuration validée et traçable plutôt que d’une procédure mémorisée localement.
- Quelles informations contiennent les rapports de lot générés à la fin de chaque cycle de traitement thermique?
- Chaque rapport de lot contient trois catégories d’informations: les données d’identification de la charge (référence pièce, référence de la charge, opérateur, date et heure), les courbes des variables de processus montrant le profil réel de température et d’atmosphère enregistré pendant le cycle de traitement, et le journal des alarmes du cycle. Les rapports sont exportés dans un format compatible Microsoft Office et partagés électroniquement avec la division contrôle qualité, remplaçant les graphiques des enregistreurs papier par un archive numérique entièrement consultable et traçable.
- Comment l’architecture client/serveur PClog garantit-elle l’intégrité des données et la continuité opérationnelle dans la division des traitements thermiques?
- Un serveur PClog central acquiert et stocke en continu les données de processus de tous les fours, indépendamment de l’activité des stations client, garantissant qu’aucune donnée n’est perdue si un client est redémarré ou hors ligne. Deux stations client PClog à écran tactile offrent aux opérateurs une vue unifiée en temps réel de tous les cycles de traitement actifs dans l’ensemble de la division depuis un point de supervision unique, sans besoin d’une HMI locale sur chaque four individuel. La conception sans ventilateur avec Windows IoT de la famille PClog la rend adaptée aux conditions de chaleur et de poussière typiques des environnements de traitement thermique.



