Home Page » About Us » Case History » Quality Control in Metal Heat Treatment
Quality Control in Metal Heat Treatment
Sielco Sistemi —
The Challenge: Quality Control Across Heterogeneous Heat Treatment Furnaces
In a plant division equipped with a mixed fleet of heat treatment furnaces — including multi-chamber furnaces, pit furnaces, tempering furnaces and hardening furnaces — guaranteeing consistent process quality while maintaining full traceability is one of the most demanding challenges in industrial manufacturing. Each furnace type operates with its own control logic, its own instrumentation and, often, its own standalone recorder. The result is a fragmented landscape where paper charts pile up in folders, cross-referencing data between machines is time-consuming and the quality control division only sees the process in retrospect, long after a non-conformity has already occurred.
The system described here was designed precisely to solve this problem: replacing traditional paper recorders with a unified digital supervisory layer, consolidating data from every furnace in real time, and delivering structured production reports that support quality certification and continuous improvement.
Supervisory Layer Without Touching Existing Control Instrumentation
A key design principle of the project was the ability to add supervision without modifying or interfering with the existing field instrumentation. Each furnace was already equipped with its own PLCs, Eroelectronic/Gefran controllers and process recorders performing closed-loop control of temperature and atmosphere. Replacing or reprogramming this instrumentation would have meant extended downtime, re-validation of control loops and significant capital expenditure.
Instead, the Winlog SCADA HMI supervisory system gathers heat treatment measurements from all furnaces in the division through a parallel data acquisition network, reading values passively without writing to or modifying any existing controller. This approach preserves the integrity of each furnace’s control system while simultaneously making its data available to the centralized supervisory layer in real time, an architecture well suited to brownfield installations where process continuity is non-negotiable.
Heat Treatment Types and Process Variables Monitored
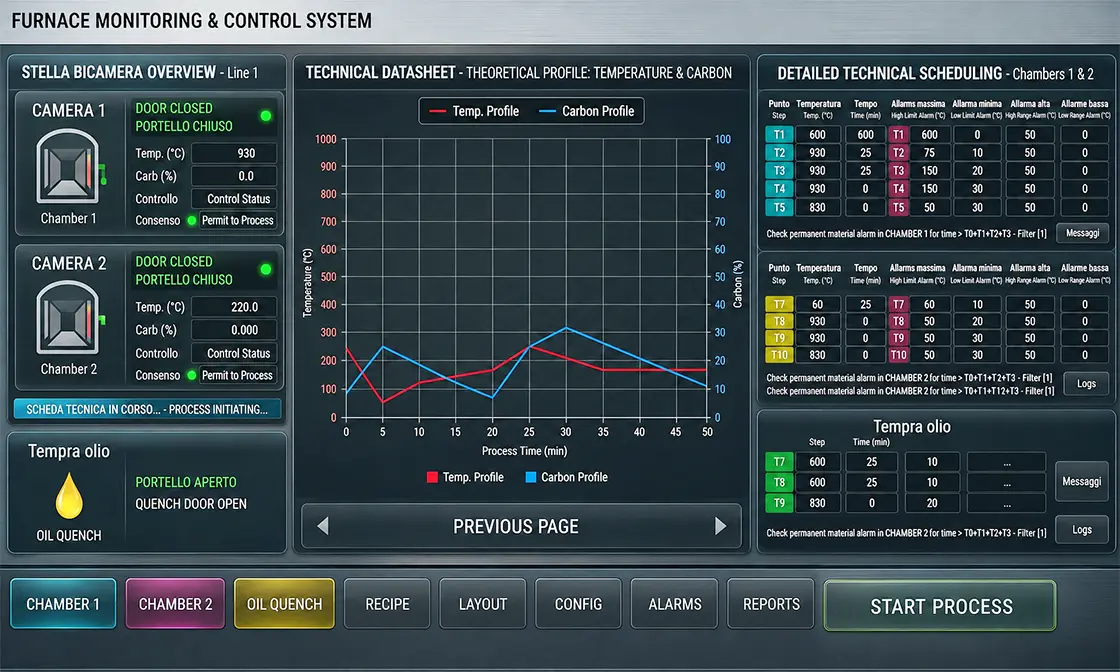
The plant executes a wide range of heat treatment processes, including hardening, tempering, annealing, stabilization and normalization, each with different temperature profiles, soak times and atmosphere requirements. The supervisory system acquires the key process variables relevant to each treatment type, primarily temperatures and carbon percentages in the case of atmosphere-controlled processes such as case hardening and carburizing, where precise carbon potential control is critical to achieving the correct case depth and surface hardness.
All acquired variables are continuously compared against the theoretical curve values defined in each production recipe, so operators and quality managers can verify process conformity as it happens rather than discovering deviations only after the load has been discharged and inspected.
Production Recipes for Repeatability and Process Standardization
Process repeatability across different operators and different shifts is ensured through a structured production recipe management system. Each recipe stores the complete set of setpoints, theoretical curves and acceptance tolerances associated with a specific material, part number or heat treatment specification. Operators select the appropriate recipe before starting a treatment cycle, and the system immediately loads the corresponding reference curves for real-time comparison, eliminating manual re-entry of parameters and the human errors that traditionally accompany it.
This approach directly supports compliance with metallurgical quality standards and customer specifications, since every production run is executed against a validated, traceable configuration rather than a locally memorized or hand-written procedure.
Real-Time Deviation Detection and Alarm Management
When a process variable drifts outside the acceptable band defined by the recipe, the system raises an alarm that is recorded in the event log, time-stamped and immediately broadcast to the relevant personnel. For guarded plants, alarms are routed to maintenance staff responsible for the division; for unguarded or night-shift scenarios, the same alarm infrastructure notifies surveillance staff, ensuring that a furnace upset is never left unattended regardless of the time of day.
The alarm history forms an integral part of the batch record, making it possible to reconstruct exactly what happened during any production cycle and to identify whether an alarm was present during a period of potential non-conformity, a requirement increasingly demanded by aerospace, automotive and tooling industry quality auditors.
Automated Batch Reports and Microsoft Office-Compatible Export
At the end of every production process, the system automatically generates a batch report containing three categories of information: load identification data (part number, charge reference, operator, date and time), process variable curves showing the actual temperature and atmosphere profile recorded throughout the treatment, and the alarm log for the cycle. These reports are the digital equivalent of the paper chart recorder outputs they replace, but with the added advantages of being searchable, duplicable and impossible to lose or damage.
All historical data and reports are exported in a Microsoft Office-compatible format, making them immediately usable in Excel for statistical analysis or in Word for customer documentation, and are shared electronically with the quality control division without the need for manual transcription or physical delivery of paper records.
PClog Panel PCs and TCP/IP Client/Server Architecture for System Continuity
The system HMI is delivered through two PClog industrial touch screen panel PCs operating as client stations, connected to a PClog server over a TCP/IP network. This client/server structure ensures both data integrity and plant work continuity: process data is acquired and stored centrally by the server regardless of whether a client station is active, and operators at either client can access the full real-time view and historical records without contention. The fanless design and Windows IoT operating system of the PClog family make it well suited to the thermal and dust conditions typical of heat treatment environments, where conventional desktop PCs would require frequent maintenance.
This architecture is particularly effective in situations where obtaining a global view of several processes executed simultaneously by several machines, from a single supervision point and without any local HMI on each furnace, is the primary requirement. Rather than walking from machine to machine to read individual controllers or paper charts, operators have a unified display of every active treatment cycle across the entire division.
Scalability and Integration with Quality Management Systems
Because Winlog supports communication drivers for the most widely used industrial protocols and controllers, extending the system to additional furnaces or integrating it upward with MES and ERP platforms via OPC UA is straightforward without redesigning the existing application. This makes the solution a long-term investment rather than a point solution, one that can grow alongside the plant and continue to deliver documented traceability and process quality assurance as the production range and furnace fleet evolve over time.
FAQ
- How does the Winlog SCADA system monitor heat treatment furnaces without interfering with existing control instrumentation?
- The system uses a parallel data acquisition network that reads process variables passively from existing PLCs, Eroelectronic/Gefran controllers and recorders without writing to or modifying them. This allows full supervision of all furnaces in the division to be added to a brownfield installation without downtime, loop revalidation or capital expenditure on new control hardware.
- What types of heat treatment processes can the Winlog supervisory system manage and document?
- The system supports hardening, tempering, annealing, stabilization and normalization processes, as well as atmosphere-controlled treatments such as carburizing and case hardening, where carbon percentage is continuously monitored alongside temperature. Each process type is handled through dedicated production recipes that store the full set of setpoints, theoretical curves and acceptance tolerances for that treatment.
- How does the system use production recipes to ensure process repeatability across different operators and shifts?
- Each production recipe stores the complete set of setpoints, theoretical curves and acceptance tolerances for a specific material, part number or heat treatment specification. Before starting a cycle, the operator selects the appropriate recipe and the system immediately loads the corresponding reference curves for real-time comparison, eliminating manual parameter entry and the human errors associated with it. Every production run is therefore executed against a validated, traceable configuration rather than a locally memorized procedure.
- What information is included in the batch reports generated at the end of each heat treatment cycle?
- Each batch report contains three categories of information: load identification data (part number, charge reference, operator, date and time), process variable curves showing the actual temperature and atmosphere profile recorded throughout the treatment cycle, and the alarm log for that cycle. Reports are exported in a Microsoft Office-compatible format and shared electronically with the quality control division, replacing paper chart recorder outputs with a fully searchable and traceable digital record.
- How does the PClog client/server architecture ensure data integrity and plant continuity across the heat treatment division?
- A central PClog server continuously acquires and stores process data from all furnaces regardless of whether the client stations are active, ensuring no data is lost if a client is restarted or offline. Two PClog touch screen panel PC client stations give operators a unified real-time view of all active treatment cycles across the entire division from a single supervision point, without the need for a local HMI on each individual furnace. The fanless Windows IoT design of the PClog family makes it well suited to the heat and dust conditions typical of heat treatment environments.



