Página Inicial » Sobre Nós » Casos de Estudo » Controle de Qualidade no Tratamento Térmico de Metais
Controle de Qualidade no Tratamento Térmico de Metais
Sielco Sistemi —
O desafio: controle de qualidade em fornos de tratamento térmico heterogêneos
Em uma divisão de planta equipada com um parque heterogêneo de fornos de tratamento térmico — incluindo fornos multicâmara, fornos de poço, fornos de revenimento e fornos de têmpera — garantir uma qualidade de processo constante mantendo a rastreabilidade completa é um dos desafios mais exigentes na fabricação industrial. Cada tipo de forno opera com sua própria lógica de controle, sua própria instrumentação e, frequentemente, seu próprio registrador autônomo. O resultado é um cenário fragmentado em que os gráficos em papel se acumulam em pastas, cruzar dados entre máquinas é trabalhoso e a divisão de controle de qualidade só acessa o processo a posteriori, muito depois de uma não conformidade já ter ocorrido.
O sistema descrito nesta página foi projetado exatamente para resolver esse problema: substituir os registradores de papel tradicionais por uma camada de supervisão digital unificada, consolidar os dados de cada forno em tempo real e gerar relatórios de produção estruturados que apoiem a certificação de qualidade e a melhoria contínua.
Camada de supervisão sem interferir na instrumentação de controle existente
Um princípio fundamental do projeto foi a capacidade de adicionar supervisão sem modificar nem interferir na instrumentação de campo existente. Cada forno já estava equipado com seus próprios CLPs, controladores Eroelectronic/Gefran e registradores de processo que realizam o controle em malha fechada de temperatura e atmosfera. Substituir ou reprogramar essa instrumentação teria implicado longas paradas de planta, a revalidação das malhas de controle e gastos de capital significativos.
Em vez disso, o sistema de supervisão Winlog SCADA HMI coleta as medições dos tratamentos térmicos de todos os fornos da divisão por meio de uma rede de aquisição de dados paralela, lendo os valores de forma passiva sem escrever nem modificar nenhum controlador existente. Essa abordagem preserva a integridade do sistema de controle de cada forno e, ao mesmo tempo, disponibiliza seus dados para a camada de supervisão centralizada em tempo real: uma arquitetura ideal para instalações brownfield onde a continuidade do processo é inegociável.
Tipos de tratamento térmico e variáveis de processo monitoradas
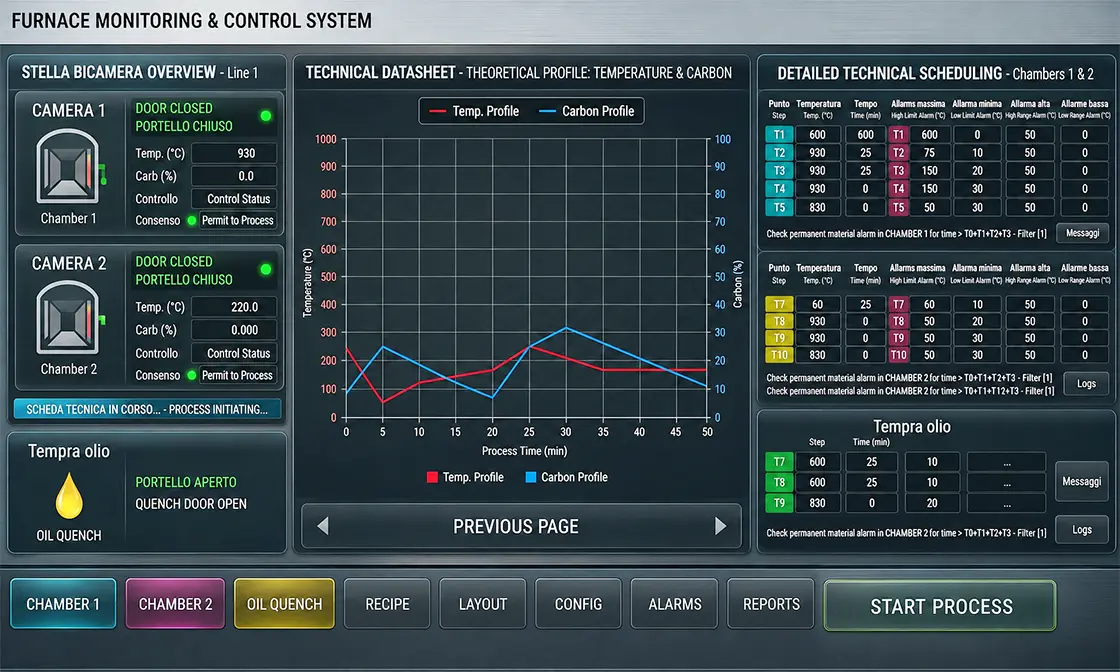
A planta realiza uma ampla variedade de tratamentos térmicos, incluindo têmpera, revenimento, recozimento, estabilização e normalização, cada um com perfis de temperatura, tempos de encharque e requisitos de atmosfera diferentes. O sistema de supervisão adquire as principais variáveis de processo relevantes para cada tipo de tratamento, principalmente temperaturas e percentuais de carbono nos processos em atmosfera controlada, como a cementação e a carburação, onde o controle preciso do potencial de carbono é determinante para se obter a profundidade de cementação e a dureza superficial corretas.
Todas as variáveis adquiridas são continuamente comparadas com os valores da curva teórica definida em cada receita de produção, permitindo que operadores e gestores de qualidade verifiquem a conformidade do processo em tempo real, em vez de descobrirem desvios apenas após a carga ter sido descarregada e inspecionada.
Receitas de produção para repetibilidade e padronização do processo
A repetibilidade do processo entre diferentes operadores e turnos é garantida por meio de um sistema estruturado de gestão de receitas de produção. Cada receita armazena o conjunto completo de setpoints, curvas teóricas e tolerâncias de aceitação associados a um material específico, código de peça ou especificação de tratamento térmico. Antes de iniciar um ciclo de tratamento, o operador seleciona a receita adequada e o sistema carrega imediatamente as curvas de referência correspondentes para comparação em tempo real, eliminando a reinserção manual de parâmetros e os erros humanos que tradicionalmente a acompanham.
Essa abordagem apoia diretamente o cumprimento das normas de qualidade metalúrgica e das especificações dos clientes, pois cada ciclo de produção é executado com base em uma configuração validada e rastreável, em vez de um procedimento memorizado localmente ou anotado à mão.
Detecção de desvios em tempo real e gerenciamento de alarmes
Quando uma variável de processo sai da faixa de tolerância definida pela receita, o sistema gera um alarme que é registrado no histórico de eventos com carimbo de data e hora e transmitido imediatamente ao pessoal responsável. Em plantas com operadores presentes, os alarmes são direcionados ao pessoal de manutenção responsável pela divisão; em cenários sem operadores ou em turno noturno, a mesma infraestrutura de alarme notifica o pessoal de vigilância, garantindo que nenhuma anomalia do forno fique sem atenção, independentemente do horário.
O histórico de alarmes faz parte integrante do relatório de lote, permitindo reconstruir exatamente o que aconteceu durante qualquer ciclo de produção e verificar se havia um alarme ativo durante um período de possível não conformidade: um requisito cada vez mais exigido pelos auditores de qualidade dos setores aeroespacial, automotivo e de ferramentas.
Relatórios de lote automatizados e exportação compatível com Microsoft Office
Ao final de cada processo produtivo, o sistema gera automaticamente um relatório de lote contendo três categorias de informação: dados de identificação da carga (código de peça, referência da carga, operador, data e hora), curvas das variáveis de processo mostrando o perfil real de temperatura e atmosfera registrado durante o tratamento, e o registro de alarmes do ciclo. Esses relatórios são o equivalente digital dos gráficos dos registradores de papel que substituem, com a vantagem adicional de serem pesquisáveis, duplicáveis e impossíveis de perder ou danificar.
Todos os dados históricos e relatórios são exportados em formato compatível com Microsoft Office, tornando-os imediatamente utilizáveis no Excel para análise estatística ou no Word para documentação do cliente, e são compartilhados eletronicamente com a divisão de controle de qualidade sem necessidade de transcrição manual ou entrega física de documentos em papel.
PClog Panel PCs e arquitetura cliente/servidor TCP/IP para continuidade do sistema
A interface HMI do sistema é fornecida por dois PClog — PCs industriais com tela sensível ao toque para montagem em painel operando como estações cliente, conectadas a um servidor PClog por meio de uma rede TCP/IP. Essa estrutura cliente/servidor garante tanto a integridade dos dados quanto a continuidade operacional da planta: o servidor adquire e armazena os dados de processo de forma centralizada, independentemente da atividade das estações cliente, e os operadores em qualquer um dos clientes podem acessar a visualização completa em tempo real e os dados históricos sem conflitos. O design sem ventilador e o sistema operacional Windows IoT da família PClog os tornam especialmente adequados para as condições de calor e poeira típicas dos ambientes de tratamento térmico, onde PCs desktop convencionais exigiriam manutenção frequente.
Essa arquitetura é particularmente eficaz nos casos em que o requisito principal é ter uma visão global de vários processos executados simultaneamente por várias máquinas a partir de um único ponto de supervisão, sem nenhuma HMI local em cada forno, evitando que os operadores precisem se deslocar de máquina em máquina para ler os controladores individuais ou os gráficos em papel.
Escalabilidade e integração com sistemas de gestão da qualidade
Como o Winlog suporta drivers de comunicação para os protocolos e controladores industriais mais utilizados, ampliar o sistema para fornos adicionais ou integrá-lo para cima com plataformas MES e ERP via OPC UA é simples, sem necessidade de redesenhar a aplicação existente. Isso torna a solução um investimento de longo prazo e não uma solução pontual: uma plataforma capaz de crescer junto com a planta e de continuar a garantir rastreabilidade documentada e garantia de qualidade do processo à medida que a gama de produção e o parque de fornos evoluem ao longo do tempo.
FAQ
- Como o sistema SCADA Winlog monitora os fornos de tratamento térmico sem interferir na instrumentação de controle existente?
- O sistema utiliza uma rede de aquisição de dados paralela que lê passivamente as variáveis de processo dos CLPs, controladores Eroelectronic/Gefran e registradores existentes, sem escrever neles nem modificá-los. Isso permite adicionar a supervisão completa de todos os fornos da divisão a uma instalação brownfield sem paradas, sem revalidação de malhas e sem investimento em novo hardware de controle.
- Quais tipos de tratamentos térmicos o sistema de supervisão Winlog pode gerenciar e documentar?
- O sistema suporta os processos de têmpera, revenimento, recozimento, estabilização e normalização, além de tratamentos em atmosfera controlada, como carburação e cementação, em que o percentual de carbono é monitorado continuamente junto com a temperatura. Cada tipo de processo é gerenciado por meio de receitas de produção dedicadas, que armazenam o conjunto completo de setpoints, curvas teóricas e tolerâncias de aceitação para aquele tratamento.
- Como o sistema utiliza as receitas de produção para garantir a repetibilidade do processo entre diferentes operadores e turnos?
- Cada receita de produção armazena o conjunto completo de setpoints, curvas teóricas e tolerâncias de aceitação para um material específico, código de peça ou especificação de tratamento. Antes de iniciar um ciclo, o operador seleciona a receita adequada e o sistema carrega imediatamente as curvas de referência correspondentes para comparação em tempo real, eliminando a inserção manual de parâmetros e os erros humanos a ela associados. Cada ciclo de produção é, portanto, executado com base em uma configuração validada e rastreável, em vez de um procedimento memorizado localmente.
- Quais informações estão incluídas nos relatórios de lote gerados ao final de cada ciclo de tratamento térmico?
- Cada relatório de lote contém três categorias de informação: dados de identificação da carga (código de peça, referência da carga, operador, data e hora), curvas das variáveis de processo mostrando o perfil real de temperatura e atmosfera registrado durante o ciclo de tratamento, e o registro de alarmes do ciclo. Os relatórios são exportados em formato compatível com Microsoft Office e compartilhados eletronicamente com a divisão de controle de qualidade, substituindo os gráficos dos registradores de papel por um arquivo digital totalmente pesquisável e rastreável.
- Como a arquitetura cliente/servidor PClog garante a integridade dos dados e a continuidade operacional na divisão de tratamentos térmicos?
- Um servidor PClog central adquire e armazena continuamente os dados de processo de todos os fornos, independentemente da atividade das estações cliente, garantindo que nenhum dado seja perdido caso um cliente seja reiniciado ou fique offline. Duas estações cliente PClog com tela sensível ao toque oferecem aos operadores uma visão unificada em tempo real de todos os ciclos de tratamento ativos em toda a divisão a partir de um único ponto de supervisão, sem a necessidade de uma HMI local em cada forno individual. O design fanless com Windows IoT da família PClog a torna adequada para as condições de calor e poeira típicas dos ambientes de tratamento térmico.



