Inicio » Quiénes Somos » Casos de Estudio » Control de Calidad en el Tratamiento Térmico de Metales:
Control de Calidad en el Tratamiento Térmico de Metales:
Sielco Sistemi —
El desafío: control de calidad en hornos de tratamiento térmico heterogéneos
En una división de planta equipada con un parque heterogéneo de hornos de tratamiento térmico — que incluye hornos multicámara, hornos de pozo, hornos de revenido y hornos de temple — garantizar una calidad de proceso constante manteniendo la trazabilidad completa es uno de los desafíos más exigentes en la fabricación industrial. Cada tipo de horno opera con su propia lógica de control, su propia instrumentación y, con frecuencia, su propio registrador autónomo. El resultado es un panorama fragmentado en el que los gráficos en papel se acumulan en carpetas, cruzar datos entre máquinas requiere mucho tiempo y la división de control de calidad solo accede al proceso a posteriori, mucho después de que ya se haya producido una no conformidad.
El sistema descrito en esta página fue diseñado precisamente para resolver este problema: reemplazar los registradores de papel tradicionales con una capa de supervisión digital unificada, consolidar los datos de cada horno en tiempo real y generar informes de producción estructurados que respalden la certificación de calidad y la mejora continua.
Capa de supervisión sin interferir en la instrumentación de control existente
Un principio fundamental del proyecto fue la capacidad de añadir supervisión sin modificar ni interferir en la instrumentación de campo existente. Cada horno ya estaba equipado con sus propios PLC, controladores Eroelectronic/Gefran y registradores de proceso que realizan el control en lazo cerrado de temperatura y atmósfera. Reemplazar o reprogramar esta instrumentación habría implicado prolongadas paradas de planta, la revalidación de los lazos de control y un gasto de capital significativo.
En cambio, el sistema de supervisión Winlog SCADA HMI recopila las mediciones de los tratamientos térmicos de todos los hornos de la división a través de una red de adquisición de datos paralela, leyendo los valores de forma pasiva sin escribir ni modificar ningún controlador existente. Este enfoque preserva la integridad del sistema de control de cada horno, al tiempo que pone sus datos a disposición de la capa de supervisión centralizada en tiempo real: una arquitectura ideal para instalaciones brownfield donde la continuidad del proceso es innegociable.
Tipos de tratamiento térmico y variables de proceso monitorizadas
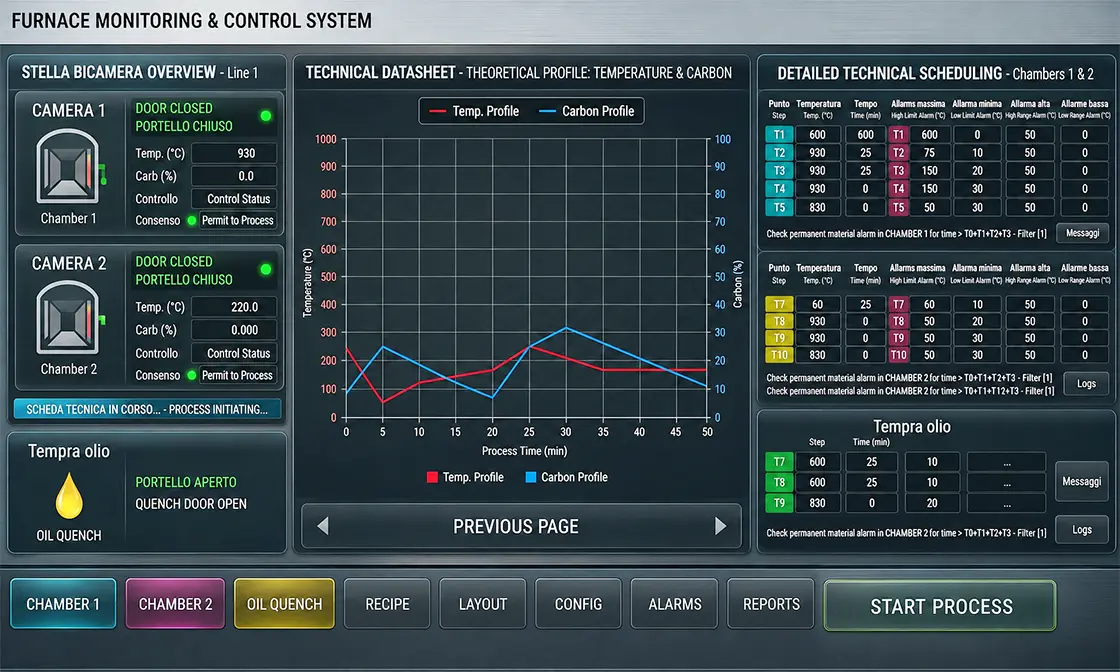
La planta realiza una amplia gama de tratamientos térmicos, entre los que se incluyen temple, revenido, recocido, estabilización y normalización, cada uno con diferentes perfiles de temperatura, tiempos de mantenimiento y requisitos de atmósfera. El sistema de supervisión adquiere las principales variables de proceso relevantes para cada tipo de tratamiento, principalmente temperaturas y porcentajes de carbono en los procesos en atmósfera controlada, como la cementación y la carburación, donde el control preciso del potencial de carbono es determinante para alcanzar la profundidad de cementación y la dureza superficial correctas.
Todas las variables adquiridas se comparan continuamente con los valores de la curva teórica definida en cada receta de producción, lo que permite a operarios y responsables de calidad verificar la conformidad del proceso en tiempo real, en lugar de detectar las desviaciones únicamente después de que la carga ha sido descargada e inspeccionada.
Recetas de producción para la repetibilidad y la estandarización del proceso
La repetibilidad del proceso entre distintos operarios y diferentes turnos se garantiza mediante un sistema estructurado de gestión de recetas de producción. Cada receta almacena el conjunto completo de consignas, curvas teóricas y tolerancias de aceptación asociadas a un material específico, referencia de pieza o especificación de tratamiento térmico. Antes de iniciar un ciclo de tratamiento, el operario selecciona la receta correspondiente y el sistema carga inmediatamente las curvas de referencia para la comparación en tiempo real, eliminando la reintroducción manual de parámetros y los errores humanos que habitualmente conlleva.
Este enfoque respalda directamente el cumplimiento de las normas de calidad metalúrgica y las especificaciones del cliente, ya que cada ciclo de producción se ejecuta sobre la base de una configuración validada y trazable, en lugar de un procedimiento memorizado localmente o anotado a mano.
Detección de desviaciones en tiempo real y gestión de alarmas
Cuando una variable de proceso se sale de la banda de tolerancia definida por la receta, el sistema genera una alarma que queda registrada en el historial de eventos con marca de tiempo y se transmite inmediatamente al personal correspondiente. En plantas vigiladas, las alarmas se dirigen al personal de mantenimiento responsable de la división; en escenarios no vigilados o de turno nocturno, la misma infraestructura de alarma notifica al personal de seguridad, garantizando que ninguna anomalía del horno quede desatendida independientemente de la hora.
El historial de alarmas forma parte integrante del informe de lote, lo que permite reconstruir exactamente lo ocurrido durante cualquier ciclo de producción y verificar si existía una alarma activa durante un período de posible no conformidad: un requisito cada vez más exigido por los auditores de calidad de los sectores aeroespacial, automoción y utillaje.
Informes de lote automatizados y exportación compatible con Microsoft Office
Al término de cada proceso productivo, el sistema genera automáticamente un informe de lote que contiene tres categorías de información: datos de identificación de la carga (referencia de pieza, referencia de la carga, operario, fecha y hora), curvas de las variables de proceso que muestran el perfil real de temperatura y atmósfera registrado durante el tratamiento, y el registro de alarmas del ciclo. Estos informes son el equivalente digital de los gráficos de los registradores de papel que reemplazan, con la ventaja adicional de ser buscables, duplicables e imposibles de perder o deteriorar.
Todos los datos históricos e informes se exportan en un formato compatible con Microsoft Office, lo que los hace inmediatamente utilizables en Excel para el análisis estadístico o en Word para la documentación del cliente, y se comparten electrónicamente con la división de control de calidad sin necesidad de transcripción manual ni entrega física de documentos en papel.
PClog Panel PC y arquitectura cliente/servidor TCP/IP para la continuidad del sistema
La interfaz HMI del sistema se implementa mediante dos PClog — PC industriales de pantalla táctil para montaje en panel que funcionan como estaciones cliente, conectadas a un servidor PClog a través de una red TCP/IP. Esta estructura cliente/servidor garantiza tanto la integridad de los datos como la continuidad operativa de la planta: el servidor adquiere y almacena los datos de proceso de forma centralizada independientemente de la actividad de las estaciones cliente, y los operarios en cualquiera de los clientes pueden acceder a la visualización completa en tiempo real y a los datos históricos sin conflictos. El diseño sin ventilador y el sistema operativo Windows IoT de la familia PClog los hacen especialmente adecuados para las condiciones de calor y polvo propias de los entornos de tratamiento térmico, donde los PC de escritorio convencionales requerirían un mantenimiento frecuente.
Esta arquitectura es especialmente eficaz en los casos en que el requisito principal es tener una visión global de varios procesos ejecutados simultáneamente por varias máquinas desde un único punto de supervisión, sin ninguna HMI local en cada horno, evitando que los operarios tengan que desplazarse de máquina en máquina para leer los controladores individuales o los gráficos en papel.
Escalabilidad e integración con los sistemas de gestión de calidad
Dado que Winlog soporta drivers de comunicación para los protocolos y controladores industriales más utilizados, ampliar el sistema a hornos adicionales o integrarlo hacia arriba con plataformas MES y ERP mediante OPC UA resulta sencillo sin necesidad de rediseñar la aplicación existente. Esto convierte la solución en una inversión a largo plazo y no en una solución puntual: una plataforma capaz de crecer junto con la planta y de seguir garantizando la trazabilidad documentada y el aseguramiento de la calidad del proceso a medida que la gama de producción y el parque de hornos evolucionan con el tiempo.
FAQ
- ¿Cómo monitoriza el sistema SCADA Winlog los hornos de tratamiento térmico sin interferir con la instrumentación de control existente?
- El sistema utiliza una red de adquisición de datos paralela que lee pasivamente las variables de proceso de los PLC, controladores Eroelectronic/Gefran y registradores existentes, sin escribir en ellos ni modificarlos. Esto permite añadir la supervisión completa de todos los hornos de la división a una instalación brownfield sin paradas, sin revalidación de lazos ni inversión en nuevo hardware de control.
- ¿Qué tipos de tratamientos térmicos puede gestionar y documentar el sistema de supervisión Winlog?
- El sistema soporta los procesos de temple, revenido, recocido, estabilización y normalización, así como tratamientos en atmósfera controlada como la carburación y la cementación, donde el porcentaje de carbono se monitoriza continuamente junto con la temperatura. Cada tipo de proceso se gestiona mediante recetas de producción dedicadas que almacenan el conjunto completo de consignas, curvas teóricas y tolerancias de aceptación para ese tratamiento.
- ¿Cómo utiliza el sistema las recetas de producción para garantizar la repetibilidad del proceso entre distintos operarios y turnos?
- Cada receta de producción almacena el conjunto completo de consignas, curvas teóricas y tolerancias de aceptación para un material, referencia de pieza o especificación de tratamiento específicos. Antes de iniciar un ciclo, el operario selecciona la receta adecuada y el sistema carga inmediatamente las curvas de referencia correspondientes para la comparación en tiempo real, eliminando la introducción manual de parámetros y los errores humanos asociados. Cada ciclo de producción se ejecuta así sobre la base de una configuración validada y trazable, en lugar de un procedimiento memorizado localmente.
- ¿Qué información contienen los informes de lote generados al final de cada ciclo de tratamiento térmico?
- Cada informe de lote contiene tres categorías de información: datos de identificación de la carga (referencia de pieza, referencia de la carga, operario, fecha y hora), curvas de las variables de proceso que muestran el perfil real de temperatura y atmósfera registrado durante el ciclo de tratamiento, y el registro de alarmas del ciclo. Los informes se exportan en formato compatible con Microsoft Office y se comparten electrónicamente con la división de control de calidad, sustituyendo los gráficos de los registradores de papel por un archivo digital completamente consultable y trazable.
- ¿Cómo garantiza la arquitectura cliente/servidor PClog la integridad de los datos y la continuidad operativa en la división de tratamientos térmicos?
- Un servidor PClog central adquiere y almacena de forma continua los datos de proceso de todos los hornos independientemente de la actividad de las estaciones cliente, garantizando que no se pierda ningún dato si un cliente se reinicia o queda fuera de línea. Dos estaciones cliente PClog con pantalla táctil ofrecen a los operarios una visión unificada en tiempo real de todos los ciclos de tratamiento activos en toda la división desde un único punto de supervisión, sin necesidad de una HMI local en cada horno individual. El diseño fanless con Windows IoT de la familia PClog la hace adecuada para las condiciones de calor y polvo típicas de los entornos de tratamiento térmico.



