Home Page » About Us » Case History » Gas Barrier Film Production
SCADA for gas barrier film extrusion coating lines: supervision, recipes and quality reporting
Sielco Sistemi —
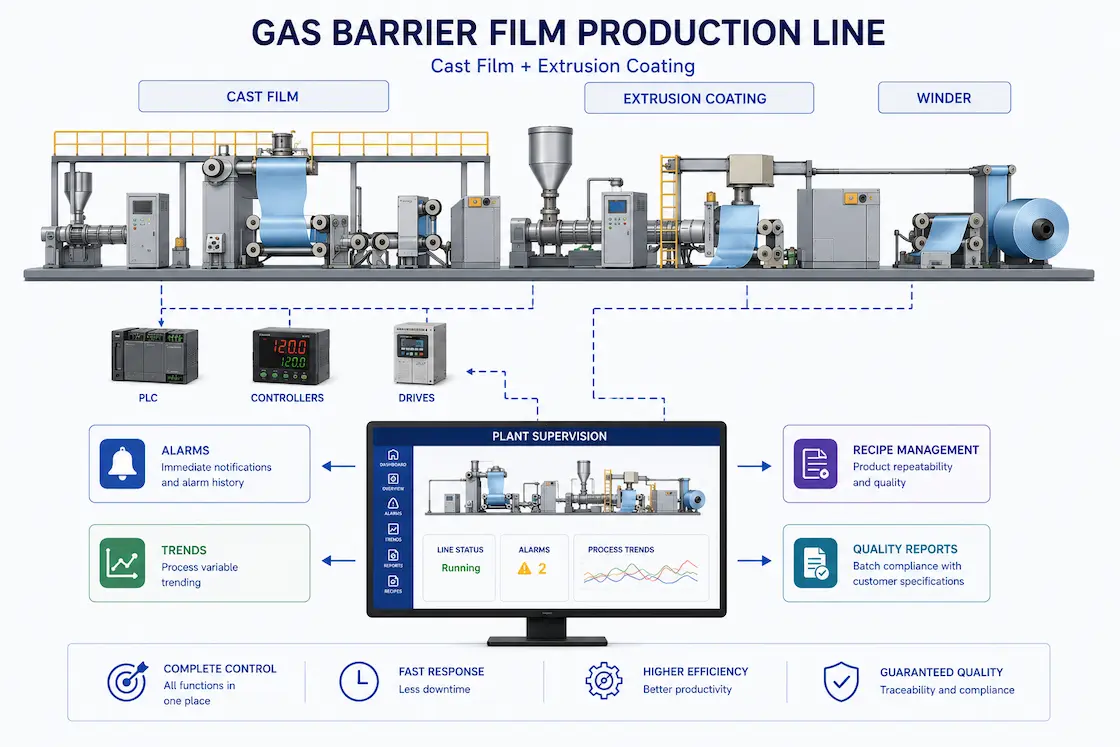
Producing high-performance gas barrier films demands a multi-stage line that combines cast film technology with extrusion coating technology, a pairing that raises line output while delivering optimum product quality: no "curl" effect, excellent film transparency, precise gauge control and a high rate of edge trim reintegration back into the line. Coordinating this kind of plant — extruders, chill rolls, coating stations, winders and trim systems working in sequence — is only practical with a supervisory layer that gives operators one coherent view of the whole process. Winlog Evo is a reference example of a SCADA/HMI platform built to take on exactly this role, from control room templates down to end-of-batch quality certificates.
Cast film and extrusion coating technology for gas barrier films
A gas barrier film line is a multi-stage line in the fullest sense: resin is melted and cast into a film, then that film (or a substrate web) passes through an extrusion coating station where an additional barrier layer is applied under tightly controlled temperature, pressure and speed. Combining extrusion coating with cast film casting is what allows the process to hit both throughput and quality targets at the same time, rather than trading one for the other. The absence of curl, consistent transparency and accurate gauge across the web width are not incidental benefits — they are the direct result of holding dozens of interdependent process variables inside narrow tolerances for the full duration of a production run. Reintegrating edge trims back into the line at a high rate also has a direct economic effect, cutting raw material waste on a process that can otherwise generate a meaningful volume of unusable offcuts. Films produced this way are widely used for food, pharmaceutical and industrial packaging, where oxygen and moisture barrier performance directly determines shelf life, so even a small drift in coating weight or gauge can have consequences well beyond the plant floor.
Supervisory control of PLCs, controllers and motor drives from a single point
A line built around cast film and extrusion coating technology is inevitably a complex plant, equipped with a wide variety of control devices: PLCs, dedicated controllers, motor drives and field indicators, often supplied by different vendors and added to the line at different times. Bodies such as the OPC Foundation and the Modbus organization maintain the open industrial protocols that let a modern SCADA platform talk to this kind of mixed device population without forcing a rip-and-replace of existing hardware. Winlog Evo’s library of communication drivers connects to PLCs, drives and instruments over Modbus, OPC UA and dozens of other protocols, while the device support list makes it straightforward to confirm compatibility before adding a new station to the line. On top of that connectivity, a series of templates with different levels of detail gives operators the possibility to control, from one unique point, the operation of every part of the plant — zooming from a whole-line overview down to a single extruder’s temperature zones without switching systems or losing context.
Alarm management, event history and trend analysis for fast maintenance
In a line running continuously across multiple stages, prompt signalling of every new alarm or abnormal operating condition is what keeps a minor deviation from turning into scrap. Equally important is the ability to investigate the root cause afterwards: reviewing the alarm history alongside the graphical trends of every related process variable — melt temperature, chill roll speed, coating thickness, tension — lets maintenance staff correlate cause and effect quickly instead of guessing. This combination of prompt notification and deep historical analysis is what allows a quick and effective maintenance response, shrinking both downtime and the risk of producing off-spec material. Because the same historical data can be reviewed remotely, engineers can also use SecureBridge to look into an alarm story or a trend from outside the plant, over an encrypted, authenticated connection, before deciding whether an on-site visit is really needed.
Recipe management for reproducible product quality
Gas barrier film customers buy consistency as much as they buy material: the same product ordered twice has to perform identically both times. Recipe management is what guarantees that every product characteristic — layer structure, line speed, temperature profiles, coating weight — can be perfectly reproduced run after run, regardless of which operator or shift is running the line. That repeatability has a direct commercial consequence: fewer rejected batches, higher customer satisfaction, and a measurable reduction in both production time and delivery time, because product qualification and re-work cycles shrink when the process starts from an exact, proven setpoint every time. Development and engineering teams can build and refine these recipes using tools such as the Winlog Evo development environment, keeping recipe logic under version control alongside the rest of the supervisory application.
Automatic quality reports and end-of-production certification
Every completed run needs to be closed out with proof that it met specification, not just a visual sign-off. Automatic printing of quality reports after each "end of production" event gives the certification that the finished gas barrier film is compliant with the specifications requested by the customer, without relying on an operator manually compiling figures after the fact. Because Winlog Evo can read and write this data directly to and from a SQL historian, these reports draw on the same trusted trend and alarm data used during production, and can be queried, exported or cross-referenced with laboratory measurements long after the batch has shipped — a capability that also supports the Winlog Evo web server for sharing production dashboards with staff who are not physically in the control room.
Want to see how a supervisory system handles a demanding multi-stage extrusion line in practice? Try the Winlog Evo web demo, browse the full list of supported communication drivers, download the Winlog Evo software package, or contact Sielco Sistemi to discuss your gas barrier film line.
FAQ
- What is the difference between cast film technology and extrusion coating technology?
- Cast film technology melts resin and casts it into a flat film on a chill roll, while extrusion coating applies an additional molten layer directly onto an existing film or substrate web; combining both in one line lets a plant build a multi-layer gas barrier film with a single pass, avoiding curl and keeping gauge and transparency under tight control.
- Why is edge trim reintegration important in a gas barrier film line?
- Trimming the film edges to keep gauge and width consistent is unavoidable, but feeding that trim material back into the extrusion process at a high reintegration rate turns what would be waste into usable raw material, cutting resin costs and reducing the environmental footprint of the line without compromising the barrier properties of the finished film.
- How does a SCADA supervisory system connect to PLCs, controllers and motor drives from different vendors?
- It relies on a library of communication drivers that speak the open industrial protocols standardized by bodies such as the OPC Foundation and Modbus.org, including Modbus and OPC UA, plus vendor-specific drivers where a device uses a proprietary protocol; checking a device support list against the plant’s existing hardware before commissioning avoids integration surprises later.
- How do alarm history and trend analysis speed up maintenance on an extrusion coating line?
- Instead of relying on guesswork, maintenance staff can replay the alarm story around the moment a fault occurred alongside the graphical trends of related variables such as melt temperature, chill roll speed and coating thickness, quickly spotting which variable moved first and pointing the intervention at the actual root cause rather than the symptom.
- What role does recipe management play in gas barrier film production, and how are quality reports generated?
- Recipe management stores the exact layer structure, line speed, temperature profiles and coating weight for each product so every batch is reproduced the same way regardless of shift, while automatic printing of quality reports at each "end of production" event pulls the same trend and alarm data straight from the SQL historian to certify compliance with customer specifications without manual data entry.



