Home Page » About Us » Case History » Brick & Ceramics Kilns Supervision

SCADA for brick and ceramics kilns: supervision and control of continuous and intermittent firing
Sielco Sistemi —
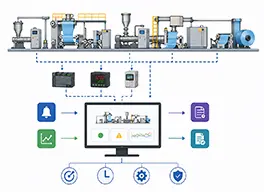
Sielco Sistemi has developed a family of applications for the supervision and control of brick and ceramics kilns, built to bring firing lines that once relied on separate gauges, chart recorders and manual logbooks under a single, coherent view. These systems let plant staff control key process variables — temperature, pressure, dilution and more — and analyse them on time-related trend charts, while repeatability and production quality are ensured through structured production recipe management and automatic batch reports. Winlog Evo is the SCADA/HMI platform behind this family of kiln applications, deployable on a single firing line or scaled across an entire ceramics or brick manufacturing plant, from a small artisan works to a multi-kiln industrial site running around the clock.
Monitoring process variables and time-related trend charts
A firing cycle, whether for structural bricks, roof tiles, sanitaryware or fine ceramics, depends on tightly controlled process variables that interact with one another throughout the kiln: temperature profile along the tunnel or chamber, internal pressure, and air or gas dilution ratios that shape the atmosphere the product is exposed to. Rather than reading these values off local instruments scattered along the kiln, operators supervise them from centralized synoptic screens, with every reading logged and displayed on time-related charts so a drift in one variable can be correlated against the others as it happens rather than reconstructed later from paper strip-charts. Because communication drivers connect to the OPC UA and Modbus networks that most kiln instrumentation and burner controllers already speak, existing thermocouples, pressure transmitters and gas train PLCs can typically be integrated without replacing field equipment, and the device support list makes it easy to confirm compatibility before a new firing line is added to the project.
Production recipes and batch reports for repeatable quality
Firing the same body composition twice and getting two different results is the classic failure mode of kiln operation, which is why production recipe management sits at the core of these applications. A recipe captures the full firing profile — ramp rates, hold temperatures, dilution setpoints, cycle duration — as a reusable, versioned set of parameters rather than something an operator re-enters from memory or a paper card each shift. Once a recipe is loaded, the system enforces it consistently across every batch, and every run is closed out with an automatic batch report documenting what setpoints were used, how closely the actual curve tracked them, and where any deviations occurred. This turns repeatability and production quality from something that depends on operator experience into something the system itself guarantees and documents, which matters as much for a plant’s own quality control as for demonstrating consistency to customers auditing a supplier.
Continuous kilns: current versus theoretical temperature curves
In continuous kiln applications — the tunnel kiln configuration widely used for high-volume brick and tile production — product moves steadily through fixed preheating, firing and cooling zones on cars or rollers. Here the system can display the current and theoretical product temperature curve side by side, so operators can verify immediately whether the running process is tracking the reference profile the recipe defines, rather than waiting until a batch is unloaded to discover a firing defect. Because the comparison is continuous and visual, a slow drift in one zone’s temperature — a fouling burner, a shifting car speed, an air leak — shows up as a visible gap between the two curves long before it would show up as a rejected batch at the kiln exit, giving operators the lead time to correct the process while the product causing the issue is still inside the kiln.
Intermittent kilns: building the temperature and air dilution curve with screen preview
In intermittent kiln applications — periodic or shuttle kilns typically used for lower-volume or more specialised ceramics production — there is no fixed reference curve running continuously, so the system instead lets operators build the temperature and air dilution curve the kiln will actually execute for a given firing cycle, with a full screen preview before the cycle starts. Ramp segments, soak periods and dilution changes can be composed and reviewed graphically using the platform’s development tools, which reduces the risk of programming an unsuitable cycle for a delicate glaze or a thick-walled piece before it is ever fired. Once approved, the same curve becomes both the setpoint profile the kiln follows and the reference the batch report is measured against, closing the loop between planning a firing cycle and verifying that it happened as intended.
Burner gas, electrical energy and networked client/server architecture
Firing brick and ceramics products is energy-intensive, so the systems can optionally control and meter burners gas and electrical energy consumption, reporting it broken down by production run or by part of the plant — a specific kiln, a preheating zone, a fan or a pump group. That granularity lets management see where energy is actually being spent, which matters both for cost control and for the kind of energy-efficiency benchmarking that industrial burner and combustion equipment suppliers increasingly build into their own control systems; it also gives plant managers the data needed to justify investment in burner upgrades or heat-recovery projects with figures drawn from the actual firing history rather than estimates. All of these applications can be integrated into a single TCP/IP protocol network with a client/server structure, so a plant with several kilns, multiple firing lines or more than one production site can be supervised from one or several web server stations, with engineers reviewing or adjusting a distant line’s configuration without needing to be physically present at that kiln.
Want to see how kiln supervision and control looks in practice? try the Winlog Evo web demo, review the supported communication drivers, download the Winlog Evo software, check support resources, or contact Sielco Sistemi to discuss a brick or ceramics kiln project.
FAQ
- What process variables does SCADA control in brick and ceramics kilns?
- SCADA controls key kiln process variables such as temperature, pressure and air or gas dilution, logging every reading on time-related charts so a drift in one variable can be correlated with the others as it happens.
- How do production recipes ensure repeatability in kiln firing?
- A recipe captures the full firing profile — ramp rates, hold temperatures, dilution setpoints and cycle duration — as a reusable, versioned set of parameters that the system enforces consistently across every batch, rather than something re-entered from memory each shift.
- What is the difference between continuous and intermittent kiln control?
- In continuous, tunnel-kiln applications the system compares the current product temperature curve against a theoretical reference in real time; in intermittent kilns there is no fixed running curve, so operators build the temperature and air dilution curve for each cycle in advance, with a screen preview before firing starts.
- Can kiln SCADA monitor burner gas and electrical energy consumption?
- Yes, the systems can optionally control and meter burner gas and electrical energy consumption, reporting it broken down by production run or by part of the plant, such as a specific kiln, a preheating zone, or a fan or pump group.
- Can several kilns and plants be supervised from a single network?
- Yes, all kiln applications can be integrated into a single TCP/IP protocol network with a client/server structure, so a plant with several kilns, multiple firing lines or more than one production site can be supervised from one or several web server stations.