Home Page » About Us » Case History » Dust Pollution Monitoring
Continuous dust pollution monitoring with triboelectric sensors and SCADA
Sielco Sistemi —
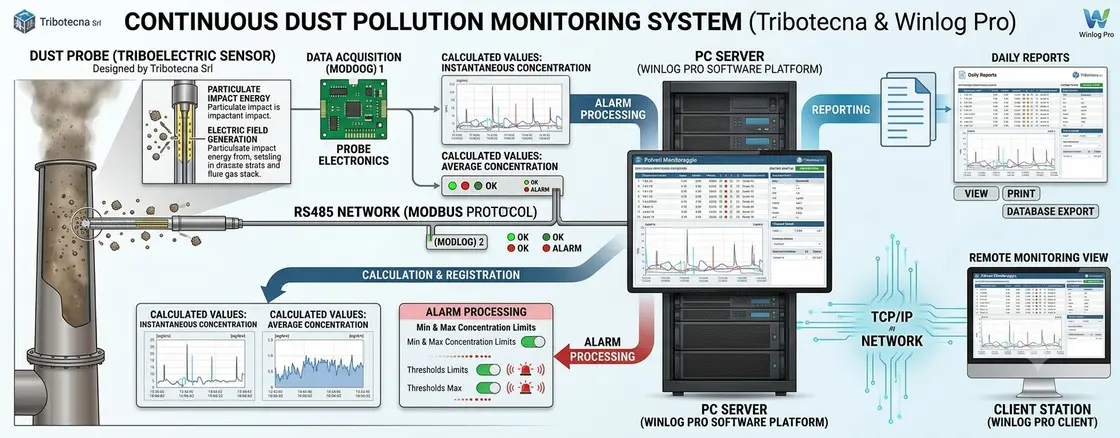
Industrial plants that emit particulate matter into flue gas or process ducts are usually required to keep dust concentration below a strict limit, and proving it with periodic manual sampling alone leaves long blind spots between one check and the next. A continuous dust pollution monitoring system, built on the Winlog Evo SCADA/HMI platform and realized in cooperation with Tribotecna Srl, closes that gap: triboelectric sensors installed directly in the duct feed a network of acquisition modules that report to a supervisory server around the clock, so operators see a rising trend and can act on the plant well before the reading crosses the regulatory limit, instead of discovering an exceedance after the fact. The same architecture also gives plant managers a defensible, continuously logged record of emission performance, which is increasingly what environmental authorities and internal audits expect rather than a handful of spot checks per year.
From periodic sampling to continuous emission control
Periodical controls, whether manual extractive sampling or occasional portable-analyzer checks, only produce a snapshot: they say how the plant was performing at the moment of the test, not what happened an hour, a shift or a day earlier or later. Continuous control replaces that snapshot with an unbroken stream of readings, which is what turns a compliance exercise into an operational early-warning tool. Because the sensors are watching particulate matter emissions in real time, a filter bag starting to fail, a burner drifting out of tune, or a process upset that increases dust loading shows up as a trend on the operator screen long before it would show up in a scheduled test, giving maintenance staff the lead time to intervene before the limit value of dust concentration is actually reached rather than after a violation has already occurred. Over time, the same trend data also helps engineers plan filter replacement and burner maintenance around actual wear rather than a fixed calendar schedule.
How the triboelectric sensor works
The core of the installation is the triboelectric sensor, designed and manufactured by Tribotecna Srl and inserted as a probe directly into the gas stream. Its operating principle rests on two physical effects that occur as dust particles travel past the probe tip: the impact energy released when a particle strikes the sensing surface, and the electrical field generated by the contiguous particles flowing near the probe without touching it. This combination is a practical industrial application of the well-known triboelectric effect, by which contact and proximity between materials of different composition generates a measurable electrical charge. Because the sensor responds to both impact and induction, it stays sensitive across a wide range of dust loadings and particle sizes, which is exactly what a plant needs when it must catch both a slow baseline drift and a sudden spike.
RS485, Modbus acquisition and Winlog Evo supervision
Raw signals produced by each triboelectric probe are of little use on their own; they need to be digitized, time-stamped and made available to a control room. In this installation, values read by the sensors are collected by data acquisition modules distributed near the measurement points and linked together over an RS485 network using the Modbus protocol — a serial, master/slave standard documented by the Modbus Organization and supported by essentially every industrial data acquisition device on the market. The RS485/Modbus segment reaches a supervisory server PC running Winlog Evo, which polls every module, decodes the readings and turns them into the tags, trends and alarms that operators actually work with. Winlog Evo’s own library of communication drivers is what makes this kind of serial field network straightforward to integrate, and the device support list lets an engineer confirm ahead of time that a given acquisition module or triboelectric interface is already a known, tested device rather than a custom integration project. Where a dust monitoring station sits on a remote stack or an unmanned site, SecureBridge gives engineers an encrypted, authenticated way to reach the acquisition modules for diagnostics or reconfiguration without exposing them directly to the internet.
Instantaneous concentration, mass flow and alarm thresholds
Once the readings reach the server, Winlog Evo does more than display a raw signal: for every sensor the system calculates and records the instantaneous concentration, the mean concentration over a configurable interval, and the mass flow of dust passing through the duct. These three values are continuously compared against acceptable reference values so that any drift toward an out-of-limit condition is recognized as it develops rather than only at the end of a reporting period. When a value approaches or exceeds its threshold, the platform raises an alarm condition that is time-stamped, prioritized and stored, giving operators an auditable record of exactly when a limit was approached, by how much, and for how long — the kind of evidence environmental authorities typically expect alongside the raw measurement itself.
Daily reports, database storage and multi-client access
Continuous readings are only as useful as the reporting built on top of them, so collected data are processed to produce daily reports that plant management, maintenance and environmental compliance staff can consult on screen, in print, or by querying the underlying database directly. Because Winlog Evo keeps this history in a structured, queryable form rather than a proprietary log, monthly or annual compliance summaries can be built without re-entering data by hand. A TCP/IP network then extends this same information to one or more Client stations, so that everything the server computes — live concentration, mass flow, alarms and historical reports — is available wherever it is needed across the plant, and Winlog Evo’s web server module can extend that same view to a browser for staff who are not at a dedicated SCADA workstation.
Want to see how continuous dust pollution monitoring looks in practice? Try the Winlog Evo web demo, download an evaluation copy, or contact Sielco Sistemi to discuss a triboelectric dust monitoring project.
FAQ
- What advantage does continuous dust monitoring offer over periodical controls?
- Continuous control offers the advantage of a prompt signalling that gives the possibility to operate on the plant before reaching the limit values of dust concentration, instead of only discovering a problem at the next scheduled test.
- How does the triboelectric sensor measure dust without extractive sampling?
- The probe, designed and manufactured by Tribotecna Srl, is based on the energy produced by the impact of particles with the probe and on the electrical field generated by the contiguous particles, so it reads dust directly in the duct without extracting a sample.
- How are sensor readings transmitted to the Winlog Evo supervisory server?
- Values read by the sensors are collected by data acquisition modules that are linked, via an RS485 network with a Modbus protocol, to a supervisory server PC equipped with Winlog Evo software.
- What values does the system calculate and record for each sensor?
- For each sensor the system calculates and records the values of instantaneous and mean dust concentration and of mass flow, continuously comparing them with acceptable reference values to recognize and signal any alarm condition.
- How is the collected dust monitoring data made available to reports and Client stations?
- Collected data are processed and used to produce daily reports available on display, print or on a database, and a TCP/IP network makes available on one or more Client stations all information produced by the Server.



