Диспетчерское управление SCADA автоматической установкой для термообработки: цементация, отпуск, закалка
Sielco Sistemi —
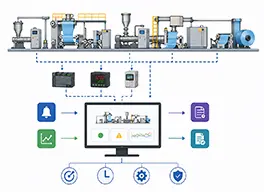
Sielco Sistemi разработала комплексную систему диспетчерского управления SCADA для автоматической установки, предназначенной для процессов термической обработки, в частности цементации, отпуска и закалки. Система, построенная на платформе Winlog Pro SCADA HMI и интегрированная с IoT-шлюзом MQTT/Modbus, управляет непрерывной линией обработки, в которой партии металлических компонентов подвергаются точно контролируемым термическим циклам. Приложение SCADA взаимодействует с сетью ПЛК Siemens SIMATIC S7 через сервер Applicom, обеспечивая надёжный обмен данными в реальном времени между всеми постами обработки.
В основе системы лежит сложная архитектура управления партиями. Материалы партии связываются с соответствующими рецептами обработки и размещаются на выделенных буферных платформах, выполняющих функцию буфера между поступающим производством и активной линией обработки. Асинхронная логика процесса непрерывно проверяет доступность печей и моечных машин перед разрешением любой передачи, предотвращая узкие места и максимизируя использование оборудования. Такой подход гарантирует, что ни одна партия не вступает в стадию обработки до подтверждения всех предыдущих условий, снижая риск неполной или неправильной обработки.
База данных рецептов представляет собой основу повторяемости процесса. Каждый рецепт содержит полные данные идентификации партии вместе с детальными параметрами процесса, включая целевые температуры, скорости нагрева, время выдержки, заданные значения углеродного потенциала и параметры закалки. Операторы могут получать доступ к рецептам, изменять их и управлять версиями непосредственно из интерфейса SCADA, при этом система ведёт полный журнал аудита всех изменений. Это гарантирует, что каждая термическая обработка может быть воспроизведена с абсолютной точностью даже спустя месяцы после её выполнения.
Главный диспетчерский шаблон предоставляет операторам обзор всей линии обработки в реальном времени. Каждая печь, моечная машина и механизм передачи графически представлены с цветовой индикацией состояния. Выделенный слой отслеживания отображает точное положение и ход выполнения каждой партии, позволяя операторам прогнозировать время завершения и эффективно координировать дальнейшую логистику. Детальные представления предоставляют графики тенденций в реальном времени для ключевых переменных, включая температурные профили и состав атмосферы.
Контроль температуры и углеродсодержащей атмосферы осуществляется с высокой точностью во время цементации. Система непрерывно сравнивает фактические показания атмосферы с кривой углеродного потенциала, заданной рецептом, и автоматически применяет корректирующие действия при необходимости. Во время отпуска и закалки равномерность температуры контролируется несколькими термопарами, и любое отклонение за пределы установленных допусков немедленно вызывает срабатывание аварийного сигнала. Эта стратегия многоконтурного управления обеспечивает стабильные металлургические свойства готовых компонентов.
По завершении каждого цикла партии приложение автоматически формирует подробный отчёт по контролю качества. Каждый отчёт включает идентификацию партии, информацию о рецепте, данные оператора и дату производства, а также графические тенденции температуры и процентного содержания углерода. Выделенный раздел позволяет инспекторам качества фиксировать результаты механических испытаний, таких как поверхностная твёрдость, твёрдость сердцевины и измерения глубины цементированного слоя. Интеграция данных процесса и результатов лабораторных испытаний в единый прослеживаемый документ упрощает сертификацию и поддерживает соответствие таким стандартам, как AMS 2750 и CQI-9.
Дополнительно Sielco Sistemi предоставляет модуль планирования и оптимизации партий. Модуль обрабатывает очереди рецептов и применяет алгоритмы оптимизации для определения наиболее экономичной последовательности, учитывая совместимость печей, затраты на переход температурных режимов и периоды технического обслуживания. Минимизируя время простоя и ненужные термические циклы, оптимизатор снижает энергопотребление, продлевает срок службы печей и повышает производительность. Интерфейс в стиле диаграммы Ганта позволяет руководителям производства визуализировать и корректировать графики до их выполнения.
Все компоненты интегрированы посредством архитектуры клиент-сервер TCP/IP. Несколько операторских станций могут одновременно обращаться к центральному серверу SCADA, обеспечивая отделам производства, качества и технического обслуживания доступ к необходимой информации. IoT-шлюз MQTT/Modbus расширяет возможности подключения для приложений удалённого мониторинга, позволяя руководителям получать аварийные сигналы и контролировать линию с мобильных устройств в рамках концепции Индустрии 4.0. Ролевая модель контроля доступа защищает конфиденциальные рецепты и параметры конфигурации, обеспечивая операционную безопасность и целостность данных на всей установке.
FAQ
- Как система взаимодействует с сетью ПЛК Siemens SIMATIC S7?
- Приложение SCADA взаимодействует с сетью ПЛК Siemens SIMATIC S7 по протоколу MPI через сервер Applicom. Этот сервер выполняет функцию протокольного шлюза, преобразуя кадры MPI в данные, которые Winlog Pro может считывать и записывать в реальном времени. Архитектура поддерживает многоузловые сети S7, позволяя единственному серверу SCADA одновременно контролировать несколько ПЛК, распределённых по линии термообработки, без дополнительного оборудования на каждой станции.
- Как асинхронная логика партий предотвращает некорректную обработку?
- Перед разрешением любого перемещения материала асинхронная логика процесса проверяет ряд блокирующих условий: целевая печь должна достичь заданной температуры, её атмосфера должна находиться в пределах допуска по углеродному потенциалу, установленному рецептурой, а моечная машина ниже по потоку должна быть готова принять партию. Только при одновременном выполнении всех условий система выдаёт команду на передачу. При невыполнении любого условия партия остаётся на платформе-буфере, а оператору отображается информационное сообщение.
- Какие данные содержатся в отчёте контроля качества, формируемом по завершении каждой партии?
- Каждый отчёт контроля качества содержит полные идентификационные данные партии — ссылку на материал, наименование рецептуры, идентификатор оператора, дату и время производства — а также графические тренды температуры и процентного содержания углерода для каждой фазы цикла обработки: цементации, диффузии, отпуска и закалки. Специальный раздел позволяет инспекторам по качеству вносить результаты механических испытаний образцов компонентов: поверхностная твёрдость, твёрдость сердцевины, глубина цементованного слоя и предел прочности на растяжение. Заполненный отчёт представляет собой прослеживаемый сертификационный документ, поддерживающий соответствие стандартам AMS 2750 и CQI-9.
- Как работает опциональный модуль планирования и оптимизации партий?
- Модуль планирования и оптимизации принимает очередь последовательных рецептур обработки, поданных службой производственного планирования. Алгоритм оптимизации оценивает все возможные последовательности обработки и выбирает ту, которая минимизирует общее время цикла, сокращает ненужные термические переходы между партиями с разными температурами уставок и избегает конфликтов за общие ресурсы — моечные машины и закалочные баки. Результат отображается в виде временно́й шкалы в стиле Гантта, которую руководители производства могут просмотреть и при необходимости скорректировать вручную перед подтверждением расписания.
- Как IoT-шлюз MQTT/Modbus расширяет возможности системы?
- IoT-шлюз MQTT/Modbus соединяет сеть устройств Modbus на производственном уровне с облачной инфраструктурой обмена сообщениями MQTT. Переменные процесса, состояния аварийных сигналов и данные о статусе партий публикуются как топики MQTT с настраиваемыми интервалами, становясь доступными для удалённых информационных панелей, мобильных приложений диспетчерского управления и систем верхнего уровня MES или ERP без непосредственного открытия основного сервера SCADA для внешних сетей. Такая архитектура позволяет руководителям и инженерам по обслуживанию контролировать температуры печей, ход выполнения партий и состояние аварийных сигналов со смартфонов или планшетов.