Inicio » Quiénes Somos » Casos de Estudio » Control de Supervisión de Tratamientos Térmicos

Control de supervisión SCADA de una instalación automática para tratamientos térmicos de cementación, revenido y temple
Sielco Sistemi —
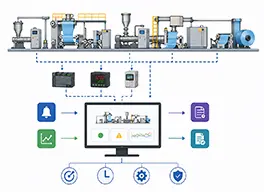
Sielco Sistemi desarrolló un completo sistema de supervisión y control SCADA para una instalación automática dedicada a los tratamientos térmicos, específicamente cementación, revenido y temple. Basado en la plataforma Winlog Pro SCADA HMI e integrado con una pasarela IoT MQTT/Modbus, el sistema gestiona una línea de tratamiento continua en la que los lotes de componentes metálicos se someten a ciclos térmicos controlados con precisión. La aplicación SCADA se comunica con una red de PLC Siemens SIMATIC S7 a través de un servidor Applicom, garantizando un intercambio de datos fiable y en tiempo real entre todas las estaciones de tratamiento.
En el corazón del sistema se encuentra una sofisticada arquitectura de gestión de lotes. Los materiales del lote se vinculan a sus correspondientes recetas de tratamiento y se posicionan en plataformas de espera dedicadas que actúan como buffer entre la producción entrante y la línea de tratamiento activa. Una lógica de proceso asíncrona verifica continuamente la disponibilidad de hornos y lavadoras antes de autorizar cualquier transferencia, evitando cuellos de botella y maximizando el uso de los equipos. Este enfoque garantiza que ningún lote entre en una fase de tratamiento antes de que se confirmen todas las condiciones previas, reduciendo el riesgo de tratamientos incompletos o incorrectos.
La base de datos de recetas representa la piedra angular de la repetibilidad del proceso. Cada receta contiene datos completos de identificación del lote junto con parámetros de proceso detallados, incluidos temperaturas objetivo, velocidades de rampa, tiempos de mantenimiento, puntos de consigna del potencial de carbono y parámetros de temple. Los operadores pueden acceder, modificar y versionar las recetas directamente desde la interfaz SCADA, mientras que el sistema mantiene un registro de auditoría completo de todas las modificaciones. Esto garantiza que cada tratamiento térmico pueda reproducirse con absoluta fidelidad, incluso meses después de su ejecución.
La plantilla principal de supervisión proporciona a los operadores una visión en tiempo real de toda la línea de tratamiento. Cada horno, lavadora y mecanismo de transferencia se representa gráficamente con indicadores de estado codificados por color. Una capa de seguimiento dedicada muestra la posición exacta y el progreso de cada lote, lo que permite a los operadores anticipar los tiempos de finalización y coordinar eficientemente la logística posterior. Las vistas detalladas proporcionan gráficos de tendencias en tiempo real para las variables clave, incluidos los perfiles de temperatura y la composición de la atmósfera.
El control de la temperatura y la atmósfera carburante se gestiona con alta precisión durante la cementación. El sistema compara continuamente las mediciones reales de la atmósfera con la curva de potencial de carbono definida en la receta y aplica automáticamente acciones correctivas cuando es necesario. Durante el revenido y el temple, la uniformidad de la temperatura se controla mediante múltiples termopares, y cualquier desviación más allá de las tolerancias configuradas activa una alarma inmediata. Esta estrategia de control multibucle garantiza propiedades metalúrgicas consistentes en los componentes terminados.
Al final de cada ciclo de lote, la aplicación genera automáticamente un informe completo de control de calidad. Cada informe incluye la identificación del lote, la información de la receta, los datos del operador y la fecha de producción, junto con gráficos de tendencia de temperatura y porcentaje de carbono. Una sección dedicada permite a los inspectores de calidad registrar los resultados de pruebas mecánicas como dureza superficial, dureza del núcleo y medición de la profundidad de capa cementada. La integración de los datos de proceso y los resultados de laboratorio en un único documento trazable simplifica la certificación y favorece el cumplimiento de normas como AMS 2750 y CQI-9.
Opcionalmente, Sielco Sistemi proporciona un módulo de planificación y optimización de lotes. El módulo procesa colas de recetas y aplica algoritmos de optimización para determinar la secuencia más económica, teniendo en cuenta las afinidades entre hornos, los costes de transición de temperatura y las ventanas de mantenimiento. Al minimizar los tiempos de inactividad y los ciclos térmicos innecesarios, el optimizador reduce el consumo de energía, prolonga la vida útil de los hornos y aumenta el rendimiento. Una interfaz de estilo Gantt permite a los responsables de producción visualizar y ajustar la planificación antes de su ejecución.
Todos los componentes están integrados mediante una arquitectura cliente/servidor TCP/IP. Múltiples estaciones de operador pueden acceder simultáneamente al servidor SCADA central, proporcionando a los departamentos de producción, calidad y mantenimiento el acceso a la información que necesitan. La pasarela IoT MQTT/Modbus extiende la conectividad a las aplicaciones de monitorización remota, permitiendo a los supervisores recibir alarmas y monitorizar la línea desde dispositivos móviles en el marco de la Industria 4.0. El control de acceso basado en roles protege las recetas sensibles y los parámetros de configuración, garantizando la seguridad operativa y la integridad de los datos en toda la instalación.
FAQ
- ¿Cómo se comunica el sistema con la red PLC Siemens SIMATIC S7?
- La aplicación SCADA se comunica con la red PLC Siemens SIMATIC S7 utilizando el protocolo MPI a través de un servidor Applicom. Este servidor actúa como pasarela de protocolo, traduciendo las tramas MPI en datos que Winlog Pro puede leer y escribir en tiempo real. La arquitectura admite redes S7 multinodo, permitiendo que un único servidor SCADA supervise simultáneamente varios PLC distribuidos a lo largo de la línea de tratamiento térmico, sin requerir hardware adicional por estación.
- ¿Cómo previene la lógica asíncrona de lotes los tratamientos incorrectos?
- Antes de autorizar cualquier transferencia de material, la lógica de proceso asíncrona verifica un conjunto de condiciones de enclavamiento: el horno de destino debe haber alcanzado su temperatura de consigna, su atmósfera debe estar dentro de la tolerancia de potencial de carbono definida por la receta y la lavadora aguas abajo debe estar lista para recibir el lote. Solo cuando todas las condiciones se cumplen simultáneamente el sistema libera el comando de transferencia. Si alguna condición falla, el lote permanece en su plataforma de aparcamiento y se muestra un mensaje informativo al operador.
- ¿Qué datos se incluyen en el informe de control de calidad generado al final de cada lote?
- Cada informe de control de calidad contiene datos completos de identificación del lote — referencia de material, nombre de receta, ID de operador y fecha y hora de producción — seguidos de gráficos de tendencias de temperatura y porcentaje de carbono para cada fase del ciclo de tratamiento: cementación, difusión, revenido y temple. Una sección dedicada permite a los inspectores de calidad introducir los resultados de las pruebas mecánicas realizadas en componentes de muestra, como dureza superficial, dureza del núcleo, profundidad de capa y resistencia a la tracción. El informe completo constituye un documento de certificación trazable compatible con AMS 2750 y CQI-9.
- ¿Cómo funciona el módulo opcional de programación y optimización de lotes?
- El módulo de programación y optimización acepta una cola de recetas de tratamiento consecutivas enviadas por la planificación de producción. Un algoritmo de optimización evalúa todas las secuencias de procesamiento posibles y selecciona la que minimiza el tiempo de ciclo total, reduce las transiciones térmicas innecesarias entre lotes con diferentes temperaturas de consigna y evita conflictos sobre recursos compartidos como lavadoras y tanques de enfriamiento. El resultado se muestra en una línea de tiempo estilo Gantt que los gerentes de producción pueden revisar y ajustar manualmente si es necesario antes de confirmar el programa.
- ¿Cómo amplía las capacidades del sistema la pasarela IoT MQTT/Modbus?
- La pasarela IoT MQTT/Modbus conecta la red de dispositivos Modbus del piso de producción con una infraestructura de mensajería MQTT lista para la nube. Las variables de proceso, los estados de alarma y los datos de estado de los lotes se publican como temas MQTT a intervalos configurables, poniéndolos a disposición de paneles de control remotos, aplicaciones de supervisión móvil y sistemas MES o ERP de nivel superior sin exponer directamente el servidor SCADA principal a redes externas. Esta arquitectura permite a supervisores e ingenieros de mantenimiento monitorear temperaturas de hornos, progreso de lotes y condiciones de alarma desde smartphones o tabletas.