Page d’Accueil » À Propos de Nous » Études de Cas » Contrôle de Supervision des Traitements Thermiques

Contrôle de supervision SCADA d’une installation automatique pour traitements thermiques de cémentation, revenu et trempe
Sielco Sistemi —
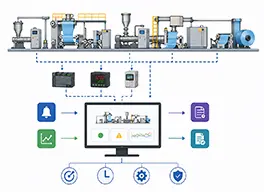
Sielco Sistemi a développé un système de supervision et de contrôle SCADA complet pour une installation automatique dédiée aux traitements thermiques, notamment la cémentation, le revenu et la trempe. Basé sur la plateforme Winlog Pro SCADA HMI et intégré à une passerelle IoT MQTT/Modbus, le système gère une ligne de traitement continue dans laquelle des lots de composants métalliques sont soumis à des cycles thermiques contrôlés avec précision. L’application SCADA communique avec un réseau d’automates programmables (PLC) Siemens SIMATIC S7 via un serveur Applicom, garantissant un échange de données fiable et en temps réel entre tous les postes de traitement.
Au cœur du système se trouve une architecture sophistiquée de gestion des lots. Les matériaux de chaque lot sont associés à leurs recettes de traitement correspondantes et positionnés sur des plateformes d’attente dédiées, faisant office de tampon entre la production entrante et la ligne de traitement active. Une logique de processus asynchrone vérifie en permanence la disponibilité des fours et des laveuses avant d’autoriser tout transfert, évitant les goulots d’étranglement et maximisant l’utilisation des équipements. Cette approche garantit qu’aucun lot n’entre dans une phase de traitement avant que toutes les conditions amont ne soient confirmées, réduisant le risque de traitements incomplets ou incorrects.
La base de données de recettes constitue la pierre angulaire de la répétabilité des procédés. Chaque recette contient des données complètes d’identification du lot ainsi que des paramètres de procédé détaillés, notamment les températures cibles, les vitesses de montée en température, les temps de maintien, les consignes de potentiel carbone et les paramètres de trempe. Les opérateurs peuvent accéder, modifier et versionner les recettes directement depuis l’interface SCADA, tandis que le système conserve une piste d’audit complète de toutes les modifications. Cela garantit que chaque traitement thermique peut être reproduit avec une fidélité absolue, même plusieurs mois après son exécution.
Le modèle principal de supervision offre aux opérateurs une vue en temps réel de l’ensemble de la ligne de traitement. Chaque four, laveuse et mécanisme de transfert est représenté graphiquement par des indicateurs d’état à code couleur. Une couche de suivi dédiée affiche la position exacte et l’avancement de chaque lot, permettant aux opérateurs d’anticiper les délais d’achèvement et de coordonner efficacement la logistique en aval. Les vues détaillées fournissent des graphiques de tendances en temps réel pour les variables clés, notamment les profils de température et la composition de l’atmosphère.
Le contrôle de la température et de l’atmosphère carburante est géré avec une grande précision pendant la cémentation. Le système compare en permanence les mesures réelles de l’atmosphère avec la courbe de potentiel carbone définie par la recette et applique automatiquement des actions correctives lorsque nécessaire. Pendant le revenu et la trempe, l’uniformité de la température est surveillée par plusieurs thermocouples, et tout écart dépassant les tolérances configurées déclenche une alarme immédiate. Cette stratégie de contrôle multi-boucles garantit des propriétés métallurgiques constantes dans les composants finis.
À la fin de chaque cycle de lot, l’application génère automatiquement un rapport complet de contrôle qualité. Chaque rapport comprend l’identification du lot, les informations sur la recette, les détails de l’opérateur et la date de production, ainsi que des graphiques de tendance de la température et du pourcentage de carbone. Une section dédiée permet aux inspecteurs qualité d’enregistrer les résultats des essais mécaniques tels que la dureté superficielle, la dureté au cœur et les mesures de profondeur de cémentation. L’intégration des données de procédé et des résultats de laboratoire dans un document unique et traçable simplifie la certification et favorise la conformité à des normes telles que AMS 2750 et CQI-9.
En option, Sielco Sistemi propose un module de planification et d’optimisation des lots. Ce module traite les files d’attente de recettes et applique des algorithmes d’optimisation pour déterminer la séquence la plus économique, en tenant compte des affinités entre fours, des coûts de transition de température et des fenêtres de maintenance. En minimisant les temps d’arrêt et les cycles thermiques inutiles, l’optimiseur réduit la consommation d’énergie, prolonge la durée de vie des fours et augmente le débit. Une interface de type Gantt permet aux responsables de production de visualiser et d’ajuster les plannings avant leur exécution.
Tous les composants sont intégrés via une architecture client/serveur TCP/IP. Plusieurs postes opérateurs peuvent accéder simultanément au serveur SCADA central, donnant aux services de production, de qualité et de maintenance l’accès aux informations dont ils ont besoin. La passerelle IoT MQTT/Modbus étend la connectivité aux applications de surveillance à distance, permettant aux superviseurs de recevoir des alarmes et de surveiller la ligne depuis des appareils mobiles dans le cadre de l’Industrie 4.0. Le contrôle d’accès basé sur les rôles protège les recettes sensibles et les paramètres de configuration, garantissant la sécurité opérationnelle et l’intégrité des données dans toute l’installation.
FAQ
- Comment le système communique-t-il avec le réseau d’automates Siemens SIMATIC S7 ?
- L’application SCADA communique avec le réseau d’automates Siemens SIMATIC S7 via le protocole MPI à travers un serveur Applicom. Ce serveur agit comme passerelle de protocole, traduisant les trames MPI en données que Winlog Pro peut lire et écrire en temps réel. L’architecture prend en charge les réseaux S7 multi-nœuds, permettant à un seul serveur SCADA de superviser simultanément plusieurs automates répartis sur la ligne de traitement thermique, sans matériel supplémentaire par station.
- Comment la logique asynchrone des lots prévient-elle les traitements incorrects ?
- Avant d’autoriser tout transfert de matériau, la logique de processus asynchrone vérifie un ensemble de conditions d’interverrouillage : le four cible doit avoir atteint sa température de consigne, son atmosphère doit être dans la tolérance de potentiel carbone définie par la recette et la laveuse en aval doit être prête à recevoir le lot. Ce n’est que lorsque toutes les conditions sont simultanément satisfaites que le système libère la commande de transfert. Si une condition échoue, le lot reste sur sa plateforme de stationnement et un message informatif est affiché à l’opérateur.
- Quelles données sont incluses dans le rapport de contrôle qualité généré à la fin de chaque lot ?
- Chaque rapport de contrôle qualité contient les données complètes d’identification du lot — référence matériau, nom de recette, identifiant opérateur et date et heure de production — suivies de graphiques de tendances de température et de pourcentage de carbone pour chaque phase du cycle de traitement : cémentation, diffusion, revenu et trempe. Une section dédiée permet aux inspecteurs qualité de saisir les résultats des essais mécaniques effectués sur des composants d’échantillon, tels que la dureté de surface, la dureté du cœur, la profondeur de couche cémentée et la résistance à la traction. Le rapport complété constitue un document de certification traçable conforme aux normes AMS 2750 et CQI-9.
- Comment fonctionne le module optionnel de planification et d’optimisation des lots ?
- Le module de planification et d’optimisation accepte une file de recettes de traitement consécutives soumises par la planification de production. Un algorithme d’optimisation évalue toutes les séquences de traitement possibles et sélectionne celle qui minimise le temps de cycle total, réduit les transitions thermiques inutiles entre lots avec des températures de consigne différentes et évite les conflits sur les ressources partagées telles que les laveuses et les bacs de trempe. Le résultat est affiché dans une chronologie de style Gantt que les responsables de production peuvent examiner et ajuster manuellement si nécessaire avant de confirmer le programme.
- Comment la passerelle IoT MQTT/Modbus étend-elle les capacités du système ?
- La passerelle IoT MQTT/Modbus relie le réseau de dispositifs Modbus du sol de production à une infrastructure de messagerie MQTT prête pour le cloud. Les variables de processus, les états d’alarme et les données de statut des lots sont publiés sous forme de topics MQTT à des intervalles configurables, les rendant disponibles pour des tableaux de bord distants, des applications de supervision mobile et des systèmes MES ou ERP de niveau supérieur sans exposer directement le serveur SCADA central à des réseaux externes. Cette architecture permet aux superviseurs et aux ingénieurs de maintenance de surveiller les températures des fours, l’avancement des lots et les conditions d’alarme depuis des smartphones ou des tablettes.