Контроль качества при термической обработке металлов
Sielco Sistemi —
Задача: контроль качества на разнородных печах для термообработки
В производственном подразделении, оснащённом разнородным парком печей для термообработки — включая многокамерные печи, шахтные печи, печи для отпуска и закалочные печи — обеспечить стабильное качество процессов при полной прослеживаемости — одна из наиболее требовательных задач в промышленном производстве. Каждый тип печи работает со своей логикой управления, собственной КИПиА и, как правило, автономным регистратором. Результат — фрагментированная картина: бумажные диаграммы накапливаются в папках, сопоставление данных между агрегатами занимает много времени, а отдел контроля качества получает доступ к сведениям о процессе постфактум — уже после возникновения несоответствия.
Описанная здесь система была разработана именно для решения этой проблемы: заменить традиционные бумажные самописцы единым цифровым диспетчерским уровнем, консолидировать данные каждой печи в реальном времени и формировать структурированные производственные отчёты, поддерживающие сертификацию качества и непрерывное совершенствование.
Диспетчерский уровень без вмешательства в существующую систему управления
Ключевым принципом проекта стала возможность добавить уровень диспетчеризации без изменения и без вмешательства в существующую полевую КИПиА. Каждая печь уже была оснащена собственными ПЛК, контроллерами Eroelectronic/Gefran и регистраторами процесса, выполняющими замкнутое регулирование температуры и атмосферы. Замена или перепрограммирование этого оборудования потребовали бы длительных простоев, повторной валидации контуров регулирования и значительных капиталовложений.
Вместо этого система диспетчеризации Winlog SCADA HMI собирает измерения термообработки со всех печей подразделения через параллельную сеть сбора данных, считывая значения в пассивном режиме — без записи в существующие контроллеры и без их модификации. Такой подход сохраняет целостность системы управления каждой печи, одновременно обеспечивая передачу её данных на централизованный диспетчерский уровень в реальном времени: архитектура, идеально подходящая для объектов действующего производства, где непрерывность процесса не подлежит компромиссу.
Виды термообработки и контролируемые технологические параметры
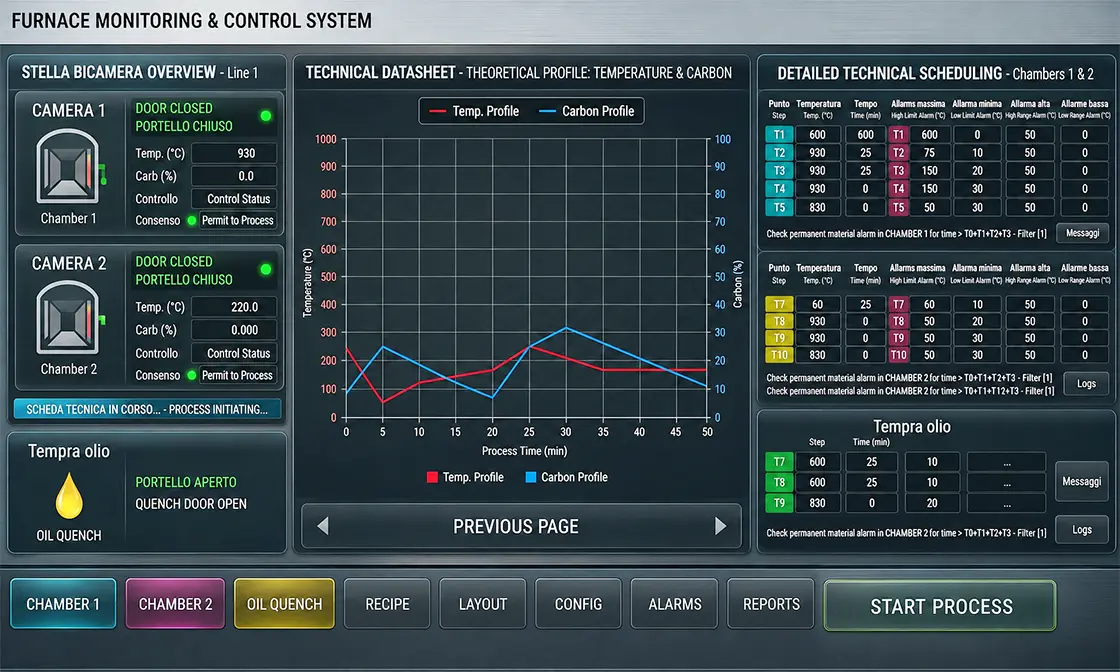
На предприятии выполняется широкий спектр видов термообработки: закалка, отпуск, отжиг, стабилизация и нормализация — каждый с отличными температурными профилями, временем выдержки и требованиями к атмосфере. Система диспетчеризации регистрирует ключевые технологические параметры, актуальные для каждого вида обработки: прежде всего температуры и процентное содержание углерода в процессах с контролируемой атмосферой, таких как цементация, где точное управление углеродным потенциалом определяет правильную глубину цементованного слоя и твёрдость поверхности.
Все зарегистрированные параметры непрерывно сравниваются с теоретическими значениями кривой, заданными в каждом производственном рецепте, что позволяет операторам и специалистам по качеству проверять соответствие процесса в реальном времени, а не обнаруживать отклонения лишь после выгрузки и проверки садки.
Производственные рецепты для воспроизводимости и стандартизации процесса
Воспроизводимость процесса у разных операторов и в разные смены обеспечивается структурированной системой управления производственными рецептами. Каждый рецепт хранит полный набор уставок, теоретических кривых и допусков приёмки, привязанных к конкретному материалу, номеру детали или спецификации термообработки. Перед запуском цикла обработки оператор выбирает соответствующий рецепт, и система немедленно загружает соответствующие референсные кривые для сравнения в реальном времени, устраняя ручной ввод параметров и человеческие ошибки, традиционно с ним связанные.
Такой подход напрямую поддерживает соответствие металлургическим стандартам качества и требованиям заказчиков, поскольку каждый производственный цикл выполняется на основе проверенной, прослеживаемой конфигурации, а не локально запомненной или написанной от руки процедуры.
Обнаружение отклонений в реальном времени и управление аварийными сигналами
Когда технологический параметр выходит за пределы допуска, заданного рецептом, система формирует аварийный сигнал, который фиксируется в журнале событий с отметкой времени и немедленно передаётся ответственному персоналу. На охраняемых объектах аварийные сигналы направляются ремонтному персоналу подразделения; для неохраняемых объектов или ночных смен та же инфраструктура оповещает службу охраны, гарантируя, что неисправность печи никогда не остаётся без внимания — независимо от времени суток.
История аварийных сигналов является неотъемлемой частью отчёта по партии, позволяя точно восстановить ход событий в любом производственном цикле и установить, был ли аварийный сигнал активен в период возможного несоответствия — требование, всё активнее предъявляемое аудиторами по качеству в аэрокосмической, автомобильной отраслях и в производстве инструмента.
Автоматические отчёты по партиям и экспорт в форматах Microsoft Office
По завершении каждого производственного процесса система автоматически формирует отчёт по партии, содержащий три категории информации: идентификационные данные садки (номер детали, ссылка на партию, оператор, дата и время), кривые технологических параметров, отображающие реальный профиль температуры и атмосферы, зарегистрированный в ходе обработки, а также журнал аварийных сигналов за цикл. Эти отчёты являются цифровым эквивалентом диаграмм заменяемых бумажных самописцев, с дополнительными преимуществами: они доступны для поиска, легко копируются и не могут быть утеряны или повреждены.
Все исторические данные и отчёты экспортируются в форматах, совместимых с Microsoft Office, что делает их сразу пригодными для использования в Excel при статистическом анализе или в Word для клиентской документации. Данные передаются в электронном виде в отдел контроля качества без необходимости ручного переноса или физической доставки бумажных документов.
Панельные ПК PClog и архитектура клиент/сервер TCP/IP для непрерывности системы
HMI системы реализована на базе двух PClog — промышленных панельных ПК с сенсорным экраном, работающих как клиентские рабочие станции и подключённых к серверу PClog по сети TCP/IP. Архитектура клиент/сервер гарантирует как целостность данных, так и непрерывность работы объекта: сервер централизованно регистрирует и хранит технологические данные независимо от состояния клиентских рабочих станций, а операторы на любом из клиентов получают доступ к полному представлению реального времени и историческим данным без конфликтов. Безвентиляторная конструкция и операционная система Windows IoT семейства PClog делают эти устройства особенно пригодными для условий нагрева и запылённости, характерных для участков термообработки, где обычные настольные ПК потребовали бы частого технического обслуживания.
Эта архитектура особенно эффективна в тех случаях, когда главное требование — иметь комплексный обзор нескольких процессов, одновременно выполняемых несколькими агрегатами, из единого диспетчерского пункта без локальных HMI на каждой печи, избавляя операторов от необходимости обходить агрегаты для снятия показаний с отдельных контроллеров или бумажных диаграмм.
Масштабируемость и интеграция с системами управления качеством
Поскольку Winlog поддерживает драйверы связи для наиболее распространённых промышленных протоколов и контроллеров, расширение системы на дополнительные печи или её интеграция с платформами MES и ERP через OPC UA осуществляется без изменения существующего приложения. Это делает решение долгосрочной инвестицией, а не точечным решением: платформой, способной расти вместе с производством и продолжать обеспечивать документированную прослеживаемость и контроль качества процессов по мере того, как производственная номенклатура и парк печей развиваются со временем.
FAQ
- Как система SCADA Winlog контролирует печи для термообработки, не вмешиваясь в существующую систему КИПиА?
- Система использует параллельную сеть сбора данных, которая пассивно считывает технологические параметры с существующих ПЛК, контроллеров Eroelectronic/Gefran и регистраторов, не выполняя запись и не изменяя их. Это позволяет добавить полноценную диспетчеризацию всех печей подразделения на действующем производстве без остановок, повторной валидации контуров регулирования и капиталовложений в новое оборудование управления.
- Какие виды термообработки система диспетчеризации Winlog может вести и документировать?
- Система поддерживает закалку, отпуск, отжиг, стабилизацию и нормализацию, а также процессы в контролируемой атмосфере — цементацию, — в которых процентное содержание углерода непрерывно контролируется наряду с температурой. Каждый вид обработки ведётся через специализированные производственные рецепты, хранящие полный набор уставок, теоретических кривых и допусков приёмки для данного вида термообработки.
- Как система использует производственные рецепты для обеспечения воспроизводимости процесса у разных операторов и в разные смены?
- Каждый производственный рецепт хранит полный набор уставок, теоретических кривых и допусков приёмки для конкретного материала, номера детали или спецификации термообработки. Перед запуском цикла оператор выбирает соответствующий рецепт, и система немедленно загружает соответствующие референсные кривые для сравнения в реальном времени, исключая ручной ввод параметров и связанные с ним ошибки. Каждый производственный цикл тем самым выполняется на основе проверенной, прослеживаемой конфигурации, а не локально запомненной процедуры.
- Какую информацию содержат отчёты по партиям, формируемые по завершении каждого цикла термообработки?
- Каждый отчёт по партии содержит три категории информации: идентификационные данные садки (номер детали, ссылка на партию, оператор, дата и время), кривые технологических параметров, отображающие реальный профиль температуры и атмосферы, зарегистрированный в ходе цикла термообработки, а также журнал аварийных сигналов за цикл. Отчёты экспортируются в форматах, совместимых с Microsoft Office, и передаются в электронном виде в отдел контроля качества, заменяя диаграммы бумажных самописцев полностью доступным для поиска и прослеживаемым цифровым архивом.
- Как архитектура клиент/сервер PClog обеспечивает целостность данных и непрерывность работы на участке термообработки?
- Центральный сервер PClog непрерывно регистрирует и хранит технологические данные всех печей независимо от состояния клиентских рабочих станций, гарантируя, что никакие данные не будут потеряны при перезапуске или отключении клиента. Две клиентские рабочие станции PClog с сенсорным экраном предоставляют операторам единое представление в реальном времени всех активных циклов обработки по всему подразделению из единого диспетчерского пункта — без локальной HMI на каждой отдельной печи. Безвентиляторная конструкция семейства PClog с операционной системой Windows IoT делает их пригодными для условий нагрева и запылённости, характерных для участков термообработки.



