Startseite » Über Uns » Fallstudien » Qualitätskontrolle bei der Wärmebehandlung von Metallen
Qualitätskontrolle bei der Wärmebehandlung von Metallen
Sielco Sistemi —
Die Herausforderung: Qualitätskontrolle bei heterogenen Wärmebehandlungsöfen
In einer Werksabteilung mit einem heterogenen Bestand an Wärmebehandlungsöfen — darunter Mehrkammeröfen, Grubenöfen, Anlassöfen und Härteöfen — eine gleichbleibende Prozessqualität bei vollständiger Rückverfolgbarkeit zu gewährleisten, zählt zu den anspruchsvollsten Aufgaben in der industriellen Fertigung. Jeder Ofentyp arbeitet mit seiner eigenen Steuerungslogik, seiner eigenen Instrumentierung und häufig mit einem eigenen Standalone-Registriergerät. Das Ergebnis ist eine fragmentierte Situation, in der Papierdiagramme in Ordnern stapeln, die Datenverknüpfung zwischen den Maschinen zeitaufwändig ist und die Qualitätssicherungsabteilung den Prozess erst nachträglich einsehen kann — lange nachdem eine Abweichung bereits eingetreten ist.
Das auf dieser Seite beschriebene System wurde genau für dieses Problem entwickelt: herkömmliche Papierregistriergeräte durch eine einheitliche digitale Leitsystemschicht zu ersetzen, die Daten aller Öfen in Echtzeit zu konsolidieren und strukturierte Produktionsberichte zu erstellen, die die Qualitätszertifizierung und kontinuierliche Verbesserung unterstützen.
Leitsystemschicht ohne Eingriff in die bestehende Steuerungsinstrumentierung
Ein wesentliches Entwurfsprinzip des Projekts war die Fähigkeit, die Überwachung hinzuzufügen, ohne die bestehende Feldinstrumentierung zu verändern oder zu beeinflussen. Jeder Ofen war bereits mit eigenen SPS, Eroelectronic/Gefran-Reglern und Prozessregistriergeräten ausgestattet, die die Regelung von Temperatur und Atmosphäre im geschlossenen Regelkreis übernehmen. Der Austausch oder die Neuprogrammierung dieser Instrumentierung hätte längere Stillstandszeiten, die Wiedervalidierung der Regelkreise und erhebliche Investitionskosten bedeutet.
Stattdessen erfasst das Leitsystem Winlog SCADA HMI die Wärmebehandlungsmesswerte aller Öfen der Abteilung über ein paralleles Datenerfassungsnetz, das Werte passiv liest, ohne in bestehende Regler zu schreiben oder diese zu verändern. Dieser Ansatz bewahrt die Integrität des Steuerungssystems jedes Ofens und macht dessen Daten gleichzeitig in Echtzeit für die zentrale Leitsystemschicht verfügbar — eine Architektur, die sich ideal für Brownfield-Anlagen eignet, in denen Prozessdurchgängigkeit nicht verhandelbar ist.
Wärmebehandlungsarten und überwachte Prozessgrößen
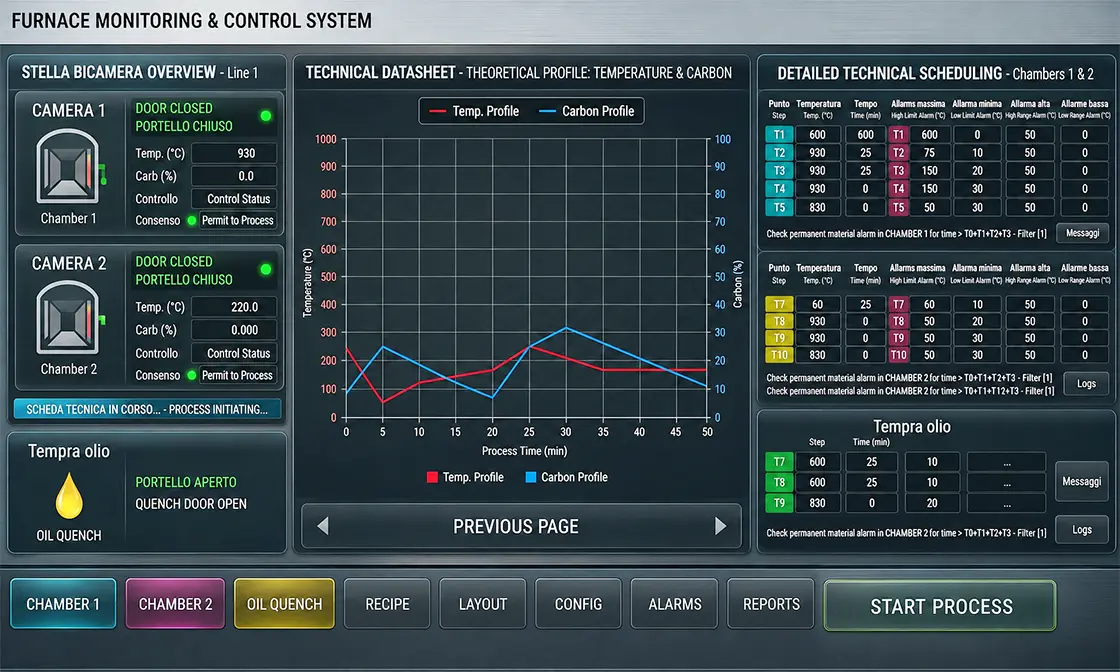
Im Werk werden eine Vielzahl von Wärmebehandlungsverfahren durchgeführt, darunter Härten, Anlassen, Glühen, Stabilisieren und Normalisieren, jedes mit anderen Temperaturprofilen, Haltezeiten und Atmosphärenanforderungen. Das Leitsystem erfasst die wichtigsten Prozessgrößen, die für jeden Behandlungstyp relevant sind, vorrangig Temperaturen und Kohlenstoffgehalte bei atmosphärisch geregelten Prozessen wie dem Einsatzhärten und dem Aufkohlen, wo eine präzise Kohlenstoffpotenzialregelung entscheidend für die korrekte Einhärtungstiefe und Oberflächenhärte ist.
Alle erfassten Größen werden kontinuierlich mit den Sollkurvenwerten verglichen, die in jedem Produktionsrezept festgelegt sind, sodass Bediener und Qualitätsverantwortliche die Prozesskonformität in Echtzeit prüfen können, anstatt Abweichungen erst nach der Entnahme und Prüfung der Charge zu entdecken.
Produktionsrezepte für Wiederholbarkeit und Prozessstandardisierung
Die Prozesswiederholbarkeit über verschiedene Bediener und Schichten hinweg wird durch ein strukturiertes Produktionsrezept-Management-System sichergestellt. Jedes Rezept speichert den vollständigen Satz an Sollwerten, Theoriekurven und Akzeptanztoleranzen, die einem bestimmten Werkstoff, einer Teilenummer oder einer Wärmebehandlungsspezifikation zugeordnet sind. Vor dem Start eines Behandlungszyklus wählt der Bediener das entsprechende Rezept aus, und das System lädt sofort die zugehörigen Referenzkurven für den Echtzeit-Vergleich — ohne manuelle Parametereingabe und die damit verbundenen menschlichen Fehler.
Dieser Ansatz unterstützt direkt die Einhaltung metallurgischer Qualitätsnormen und Kundenspezifikationen, da jeder Produktionszyklus auf Basis einer validierten, rückverfolgbaren Konfiguration ausgeführt wird und nicht auf einer lokal gespeicherten oder handschriftlichen Vorgehensweise.
Echtzeit-Abweichungserkennung und Alarmmanagement
Wenn eine Prozessgröße den durch das Rezept definierten Toleranzbereich verlässt, generiert das System einen Alarm, der mit Zeitstempel im Ereignisprotokoll erfasst und sofort an das zuständige Personal übermittelt wird. Bei bewachten Anlagen werden Alarme an das für die Abteilung zuständige Wartungspersonal weitergeleitet; bei unüberwachten Szenarien oder Nachtschicht benachrichtigt dieselbe Alarminfrastruktur das Wachpersonal, sodass eine Ofenstörung unabhängig von der Tageszeit nie unbeaufsichtigt bleibt.
Der Alarmverlauf ist integraler Bestandteil des Chargenberichts und ermöglicht es, genau zu rekonstruieren, was während eines beliebigen Produktionszyklus geschehen ist, sowie zu prüfen, ob während eines möglichen Nichtkonformitätszeitraums ein Alarm aktiv war — eine Anforderung, die von Qualitätsauditoren in der Luft- und Raumfahrt, der Automobilindustrie und der Werkzeugfertigung zunehmend gefordert wird.
Automatisierte Chargenberichte und Microsoft-Office-kompatibler Export
Am Ende jedes Produktionsprozesses erstellt das System automatisch einen Chargenbericht mit drei Informationskategorien: Charge-Identifikationsdaten (Teilenummer, Chargenreferenz, Bediener, Datum und Uhrzeit), Prozessgrößenkurven mit dem tatsächlichen Temperatur- und Atmosphärenprofil, das während der Behandlung aufgezeichnet wurde, sowie das Alarmprotokoll des Zyklus. Diese Berichte sind das digitale Äquivalent der Papierdiagramme der ersetzten Registriergeräte, bieten aber den zusätzlichen Vorteil, durchsuchbar, kopierbar und gegen Verlust oder Beschädigung geschützt zu sein.
Alle historischen Daten und Berichte werden in einem Microsoft-Office-kompatiblen Format exportiert, sodass sie in Excel für statistische Analysen oder in Word für die Kundendokumentation sofort verwendbar sind, und werden elektronisch mit der Qualitätssicherungsabteilung geteilt — ohne manuelle Transkription oder physische Übergabe von Papierdokumenten.
PClog Panel-PCs und TCP/IP-Client/Server-Architektur für die Systemkontinuität
Die HMI des Systems wird durch zwei PClog-Industrie-Touchscreen-Panel-PCs als Client-Stationen bereitgestellt, die über ein TCP/IP-Netzwerk mit einem PClog-Server verbunden sind. Diese Client/Server-Struktur gewährleistet sowohl Datenintegrität als auch Betriebskontinuität der Anlage: Der Server erfasst und speichert Prozessdaten unabhängig vom Aktivitätsstatus der Client-Stationen zentral, und Bediener an beiden Clients können ohne Konflikte auf die vollständige Echtzeit-Ansicht und auf historische Daten zugreifen. Das lüfterlose Design und das Windows-IoT-Betriebssystem der PClog-Familie machen die Geräte besonders geeignet für die Wärme- und Staubbedingungen in Wärmebehandlungsumgebungen, wo herkömmliche Desktop-PCs häufige Wartung erfordern würden.
Diese Architektur ist besonders effektiv in Situationen, in denen die zentrale Anforderung darin besteht, eine globale Übersicht über mehrere gleichzeitig von mehreren Maschinen ausgeführte Prozesse von einem einzigen Überwachungspunkt aus zu haben — ohne lokale HMI an jedem Ofen —, sodass Bediener nicht mehr von Maschine zu Maschine gehen müssen, um einzelne Regler oder Papierdiagramme abzulesen.
Skalierbarkeit und Integration mit Qualitätsmanagementsystemen
Da Winlog Kommunikationstreiber für die gängigsten Industrieprotokolle und -regler unterstützt, ist eine Erweiterung des Systems auf weitere Öfen oder eine Aufwärtsintegration mit MES- und ERP-Plattformen über OPC UA ohne Neugestaltung der bestehenden Anwendung problemlos möglich. Damit ist die Lösung eine langfristige Investition und keine Punktlösung: eine Plattform, die mit der Anlage wächst und auch dann dokumentierte Rückverfolgbarkeit und Prozessqualitätssicherung gewährleistet, wenn sich Produktionspalette und Ofenbestand im Laufe der Zeit verändern.
FAQ
- Wie überwacht das Winlog-SCADA-System Wärmebehandlungsöfen, ohne in die bestehende Steuerungsinstrumentierung einzugreifen?
- Das System verwendet ein paralleles Datenerfassungsnetz, das Prozessgrößen passiv von bestehenden SPS, Eroelectronic/Gefran-Reglern und Registriergeräten liest, ohne in diese zu schreiben oder sie zu verändern. Dadurch lässt sich die vollständige Überwachung aller Öfen der Abteilung in eine Brownfield-Anlage integrieren — ohne Stillstand, ohne Wiedervalidierung der Regelkreise und ohne Investitionen in neue Steuerungshardware.
- Welche Arten von Wärmebehandlungsprozessen kann das Winlog-Leitsystem verwalten und dokumentieren?
- Das System unterstützt Härten, Anlassen, Glühen, Stabilisieren und Normalisieren sowie atmosphärisch geregelte Behandlungen wie Aufkohlen und Einsatzhärten, bei denen der Kohlenstoffgehalt kontinuierlich neben der Temperatur überwacht wird. Jeder Prozesstyp wird über dedizierte Produktionsrezepte verwaltet, die den vollständigen Satz an Sollwerten, Theoriekurven und Akzeptanztoleranzen für diese Behandlung speichern.
- Wie nutzt das System Produktionsrezepte, um die Prozesswiederholbarkeit über verschiedene Bediener und Schichten hinweg sicherzustellen?
- Jedes Produktionsrezept speichert den vollständigen Satz an Sollwerten, Theoriekurven und Akzeptanztoleranzen für einen bestimmten Werkstoff, eine Teilenummer oder eine Wärmebehandlungsspezifikation. Vor dem Start eines Zyklus wählt der Bediener das entsprechende Rezept aus, und das System lädt sofort die zugehörigen Referenzkurven für den Echtzeit-Vergleich — ohne manuelle Parametereingabe und die damit verbundenen menschlichen Fehler. Jeder Produktionszyklus wird daher auf Basis einer validierten, rückverfolgbaren Konfiguration ausgeführt, nicht anhand einer lokal gespeicherten Vorgehensweise.
- Welche Informationen enthalten die Chargenberichte, die am Ende jedes Wärmebehandlungszyklus erstellt werden?
- Jeder Chargenbericht enthält drei Informationskategorien: Charge-Identifikationsdaten (Teilenummer, Chargenreferenz, Bediener, Datum und Uhrzeit), Prozessgrößenkurven mit dem tatsächlichen Temperatur- und Atmosphärenprofil, das während des Behandlungszyklus aufgezeichnet wurde, sowie das Alarmprotokoll des Zyklus. Berichte werden in einem Microsoft-Office-kompatiblen Format exportiert und elektronisch mit der Qualitätssicherungsabteilung geteilt — als vollständig durchsuchbares und rückverfolgbares digitales Archiv anstelle von Papierdiagrammen.
- Wie gewährleistet die PClog-Client/Server-Architektur Datenintegrität und Betriebskontinuität in der Wärmebehandlungsabteilung?
- Ein zentraler PClog-Server erfasst und speichert kontinuierlich Prozessdaten aller Öfen, unabhängig vom Aktivitätsstatus der Client-Stationen, sodass keine Daten verloren gehen, wenn ein Client neugestartet wird oder offline ist. Zwei PClog-Touchscreen-Client-Stationen bieten Bedienern eine einheitliche Echtzeit-Übersicht aller aktiven Behandlungszyklen in der gesamten Abteilung von einem einzigen Überwachungspunkt aus — ohne lokale HMI an jedem einzelnen Ofen. Das lüfterlose Windows-IoT-Design der PClog-Familie macht sie geeignet für die Wärme- und Staubbedingungen typischer Wärmebehandlungsumgebungen.



