Página Inicial » Sobre Nós » Casos de Estudo » Controlo de Supervisão de Tratamentos Térmicos

Controlo de supervisão SCADA de uma instalação automática para tratamentos térmicos de cementação, revenido e têmpera
Sielco Sistemi —
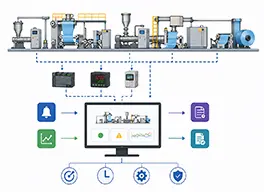
Sielco Sistemi desenvolveu um completo sistema de supervisão e controlo SCADA para uma instalação automática dedicada aos tratamentos térmicos, especificamente cementação, revenimento e tempera. Baseado na plataforma Winlog Pro SCADA HMI e integrado com um gateway IoT MQTT/Modbus, o sistema gere uma linha de tratamento contínua na qual lotes de componentes metálicos são submetidos a ciclos térmicos controlados com precisão. A aplicação SCADA comunica com uma rede de PLC Siemens SIMATIC S7 através de um servidor Applicom, garantindo uma troca de dados fiável e em tempo real entre todas as estações de tratamento.
No centro do sistema encontra-se uma sofisticada arquitetura de gestão de lotes. Os materiais do lote são associados às respetivas receitas de tratamento e posicionados em plataformas de espera dedicadas, que funcionam como buffer entre a produção entrante e a linha de tratamento ativa. Uma lógica de processo assíncrona verifica continuamente a disponibilidade de fornos e lavadoras antes de autorizar qualquer transferência, evitando estrangulamentos e maximizando a utilização dos equipamentos. Esta abordagem garante que nenhum lote entra numa fase de tratamento antes de todas as condições anteriores serem confirmadas, reduzindo o risco de tratamentos incompletos ou incorretos.
A base de dados de receitas representa a base da repetibilidade do processo. Cada receita contém dados completos de identificação do lote, juntamente com parâmetros de processo detalhados, incluindo temperaturas-alvo, taxas de rampa, tempos de permanência, pontos de ajuste do potencial de carbono e parâmetros de tempera. Os operadores podem aceder, modificar e gerir versões das receitas diretamente a partir da interface SCADA, enquanto o sistema mantém um registo de auditoria completo de todas as modificações. Isto garante que cada tratamento térmico pode ser reproduzido com absoluta fidelidade, mesmo meses após a sua execução.
O modelo principal de supervisão fornece aos operadores uma visão em tempo real de toda a linha de tratamento. Cada forno, lavadora e mecanismo de transferência é representado graficamente com indicadores de estado codificados por cor. Uma camada dedicada de rastreamento mostra a posição exata e o progresso de cada lote, permitindo que os operadores antecipem os tempos de conclusão e coordenem eficientemente a logística a jusante. As vistas detalhadas fornecem gráficos de tendência em tempo real para as variáveis-chave, incluindo perfis de temperatura e composição da atmosfera.
O controlo da temperatura e da atmosfera carburante é gerido com elevada precisão durante a cementação. O sistema compara continuamente as medições reais da atmosfera com a curva de potencial de carbono definida pela receita e aplica automaticamente ações corretivas quando necessário. Durante o revenimento e a tempera, a uniformidade da temperatura é monitorizada por múltiplos termopares, e qualquer desvio além das tolerâncias configuradas dispara um alarme imediato. Esta estratégia de controlo multi-loop garante propriedades metalúrgicas consistentes nos componentes finais.
No final de cada ciclo de lote, a aplicação gera automaticamente um relatório completo de controlo de qualidade. Cada relatório inclui a identificação do lote, informações sobre a receita, dados do operador e data de produção, juntamente com gráficos de tendência de temperatura e percentagem de carbono. Uma secção dedicada permite aos inspetores de qualidade registar os resultados de testes mecânicos, como dureza superficial, dureza do núcleo e medições da profundidade de cementação. A integração de dados de processo e resultados laboratoriais num único documento rastreável simplifica a certificação e apoia a conformidade com normas como AMS 2750 e CQI-9.
Opcionalmente, a Sielco Sistemi fornece um módulo de planeamento e otimização de lotes. O módulo processa filas de receitas e aplica algoritmos de otimização para determinar a sequência mais económica, considerando as afinidades entre fornos, os custos de transição de temperatura e as janelas de manutenção. Ao minimizar o tempo de inatividade e os ciclos térmicos desnecessários, o otimizador reduz o consumo de energia, prolonga a vida útil dos fornos e aumenta o rendimento. Uma interface no estilo Gantt permite aos gestores de produção visualizar e ajustar os planeamentos antes da execução.
Todos os componentes são integrados através de uma arquitetura cliente/servidor TCP/IP. Múltiplas estações de operador podem aceder simultaneamente ao servidor SCADA central, dando aos departamentos de produção, qualidade e manutenção acesso à informação de que necessitam. O gateway IoT MQTT/Modbus estende a conectividade a aplicações de monitorização remota, permitindo aos supervisores receber alarmes e monitorizar a linha a partir de dispositivos móveis no contexto da Indústria 4.0. O controlo de acesso baseado em funções protege receitas sensíveis e parâmetros de configuração, garantindo a segurança operacional e a integridade dos dados em toda a instalação.
FAQ
- Como comunica o sistema com a rede PLC Siemens SIMATIC S7?
- A aplicação SCADA comunica com a rede PLC Siemens SIMATIC S7 utilizando o protocolo MPI através de um servidor Applicom. Este servidor actua como gateway de protocolo, traduzindo tramas MPI em dados que o Winlog Pro pode ler e escrever em tempo real. A arquitectura suporta redes S7 multinó, permitindo que um único servidor SCADA supervise simultaneamente vários PLC distribuídos ao longo da linha de tratamento térmico, sem necessitar de hardware adicional por estação.
- Como é que a lógica assíncrona de lotes previne tratamentos incorrectos?
- Antes de autorizar qualquer transferência de material, a lógica de processo assíncrona verifica um conjunto de condições de intertravamento: o forno de destino deve ter atingido a sua temperatura de setpoint, a sua atmosfera deve estar dentro da tolerância de potencial de carbono definida pela receita e a lavadora a jusante deve estar pronta a receber o lote. Só quando todas as condições são simultaneamente satisfeitas é que o sistema liberta o comando de transferência. Se alguma condição falhar, o lote permanece na sua plataforma de estacionamento e é apresentada uma mensagem informativa ao operador.
- Que dados são incluídos no relatório de controlo de qualidade gerado no final de cada lote?
- Cada relatório de controlo de qualidade contém dados completos de identificação do lote — referência de material, nome de receita, ID de operador e data e hora de produção — seguidos de gráficos de tendência de temperatura e percentagem de carbono para cada fase do ciclo de tratamento: cementação, difusão, revenido e têmpera. Uma secção dedicada permite aos inspectores de qualidade introduzir os resultados dos ensaios mecânicos realizados em componentes de amostra, como dureza superficial, dureza do núcleo, profundidade de camada e resistência à tracção. O relatório concluído constitui um documento de certificação rastreável compatível com AMS 2750 e CQI-9.
- Como funciona o módulo opcional de escalonamento e optimização de lotes?
- O módulo de escalonamento e optimização aceita uma fila de receitas de tratamento consecutivas submetidas pelo planeamento de produção. Um algoritmo de optimização avalia todas as sequências de processamento possíveis e selecciona a que minimiza o tempo de ciclo total, reduz as transições térmicas desnecessárias entre lotes com diferentes temperaturas de setpoint e evita conflitos sobre recursos partilhados como lavadoras e tanques de têmpera. O resultado é apresentado numa linha temporal em estilo Gantt que os gestores de produção podem rever e ajustar manualmente antes de confirmar o programa.
- Como é que o gateway IoT MQTT/Modbus alarga as capacidades do sistema?
- O gateway IoT MQTT/Modbus faz a ponte entre a rede de dispositivos Modbus do chão de fábrica e a infraestrutura de mensagens MQTT pronta para a nuvem. As variáveis de processo, os estados de alarme e os dados de estado dos lotes são publicados como tópicos MQTT a intervalos configuráveis, tornando-os disponíveis para painéis remotos, aplicações de supervisão móvel e sistemas MES ou ERP de nível superior, sem expor directamente o servidor SCADA principal a redes externas. Esta arquitectura permite aos supervisores e engenheiros de manutenção monitorizar temperaturas de fornos, progresso de lotes e condições de alarme a partir de smartphones ou tablets.