Home Page » Chi Siamo » Case History » Controllo Qualità nel Trattamento Termico dei Metalli
Controllo Qualità nel Trattamento Termico dei Metalli
Sielco Sistemi —
La sfida: controllo qualità su forni di trattamento termico eterogenei
In una divisione di impianto dotata di un parco forni misto — comprendente forni multicamera, forni a pozzo, forni di rinvenimento e forni di tempra — garantire una qualità di processo costante mantenendo la piena tracciabilità è una delle sfide più impegnative nella produzione industriale. Ogni tipo di forno opera con la propria logica di controllo, la propria strumentazione e, spesso, il proprio registratore standalone. Il risultato è un panorama frammentato in cui i grafici cartacei si accumulano nelle cartelle, incrociare i dati tra le macchine richiede molto tempo e la divisione controllo qualità vede il processo solo a posteriori, molto dopo che una non conformità si è già verificata.
Il sistema descritto in questa pagina è stato progettato proprio per risolvere questo problema: sostituire i tradizionali registratori cartacei con uno strato di supervisione digitale unificato, consolidare i dati di ogni forno in tempo reale e produrre report di produzione strutturati a supporto della certificazione qualità e del miglioramento continuo.
Strato di supervisione senza interferire sulla strumentazione di controllo esistente
Un principio fondamentale del progetto è stato la capacità di aggiungere la supervisione senza modificare né interferire con la strumentazione di campo esistente. Ogni forno era già dotato di propri PLC, controllori Eroelectronic/Gefran e registratori di processo che effettuano il controllo ad anello chiuso di temperatura e atmosfera. Sostituire o riprogrammare questa strumentazione avrebbe comportato lunghi fermi impianto, la ri-validazione degli anelli di controllo e ingenti costi in conto capitale.
Il sistema di supervisione Winlog SCADA HMI raccoglie invece le misure dei trattamenti termici di tutti i forni della divisione attraverso una rete di acquisizione dati parallela, leggendo i valori in modo passivo senza scrivere né modificare alcun controllore esistente. Questo approccio preserva l’integrità del sistema di controllo di ciascun forno, rendendo al contempo i dati disponibili allo strato di supervisione centralizzato in tempo reale: un’architettura ideale per installazioni brownfield in cui la continuità di processo è imprescindibile.
Tipi di trattamento termico e variabili di processo monitorate
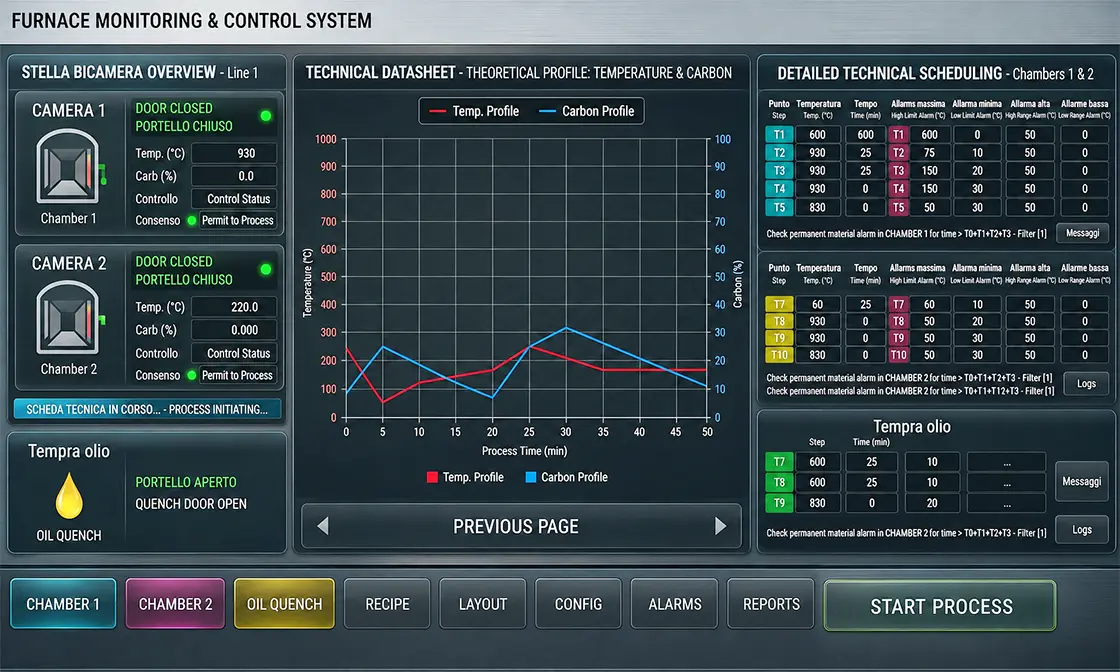
L’impianto esegue un’ampia gamma di trattamenti termici, tra cui tempra, rinvenimento, ricottura, stabilizzazione e normalizzazione, ciascuno con profili di temperatura, tempi di mantenimento e requisiti di atmosfera differenti. Il sistema di supervisione acquisisce le principali variabili di processo rilevanti per ogni tipo di trattamento, in particolare temperature e percentuali di carbonio nei processi in atmosfera controllata come la cementazione e la carburazione, dove il controllo preciso del potenziale di carbonio è determinante per ottenere la profondità di cementazione e la durezza superficiale corrette.
Tutte le variabili acquisite vengono continuamente confrontate con i valori della curva teorica definita in ogni ricetta di produzione, consentendo a operatori e responsabili qualità di verificare la conformità del processo in tempo reale, anziché scoprire le deviazioni solo dopo che il carico è stato scaricato e ispezionato.
Ricette di produzione per la ripetibilità e la standardizzazione del processo
La ripetibilità del processo tra operatori diversi e turni diversi è garantita attraverso un sistema strutturato di gestione delle ricette di produzione. Ogni ricetta memorizza il set completo di setpoint, curve teoriche e tolleranze di accettazione associati a uno specifico materiale, codice pezzo o specifica di trattamento termico. Prima di avviare un ciclo di trattamento, l’operatore seleziona la ricetta appropriata e il sistema carica immediatamente le curve di riferimento corrispondenti per il confronto in tempo reale, eliminando la reinserimento manuale dei parametri e gli errori umani che tradizionalmente ne conseguono.
Questo approccio supporta direttamente la conformità agli standard qualitativi metallurgici e alle specifiche dei clienti, poiché ogni ciclo produttivo viene eseguito sulla base di una configurazione validata e tracciabile, anziché di una procedura memorizzata localmente o scritta a mano.
Rilevamento deviazioni in tempo reale e gestione degli allarmi
Quando una variabile di processo esce dalla banda di tolleranza definita dalla ricetta, il sistema genera un allarme che viene registrato nel registro eventi con timestamp e trasmesso immediatamente al personale competente. Per impianti presidiati, gli allarmi vengono indirizzati al personale di manutenzione responsabile della divisione; per scenari non presidiati o a turno notturno, la stessa infrastruttura di allarme notifica il personale di sorveglianza, garantendo che un’anomalia del forno non resti mai incustodita, indipendentemente dall’orario.
La cronologia degli allarmi costituisce parte integrante del report di batch, consentendo di ricostruire esattamente quanto accaduto durante qualsiasi ciclo produttivo e di verificare se un allarme era attivo durante un periodo di potenziale non conformità: un requisito sempre più richiesto dagli auditor della qualità nei settori aerospaziale, automotive e degli utensili.
Report di batch automatici ed esportazione compatibile con Microsoft Office
Al termine di ogni processo produttivo, il sistema genera automaticamente un report di batch contenente tre categorie di informazioni: dati di identificazione del carico (codice pezzo, riferimento della carica, operatore, data e ora), curve delle variabili di processo che mostrano il profilo reale di temperatura e atmosfera registrato durante il trattamento, e il registro allarmi del ciclo. Questi report sono l’equivalente digitale dei grafici dei registratori cartacei che sostituiscono, con il vantaggio aggiuntivo di essere ricercabili, duplicabili e impossibili da smarrire o danneggiare.
Tutti i dati storici e i report vengono esportati in formato compatibile con Microsoft Office, rendendoli immediatamente utilizzabili in Excel per l’analisi statistica o in Word per la documentazione del cliente, e vengono condivisi elettronicamente con la divisione controllo qualità senza la necessità di trascrizione manuale o consegna fisica di documenti cartacei.
PClog Panel PC e architettura client/server TCP/IP per la continuità del sistema
L’interfaccia HMI del sistema è fornita da due PClog — PC industriali touch screen a pannello operanti come stazioni client, collegati a un server PClog tramite rete TCP/IP. Questa struttura client/server garantisce sia l’integrità dei dati sia la continuità operativa dell’impianto: i dati di processo vengono acquisiti e memorizzati centralmente dal server indipendentemente dall’attività delle stazioni client, e gli operatori su entrambi i client possono accedere alla visualizzazione completa in tempo reale e ai dati storici senza conflitti. Il design fanless e il sistema operativo Windows IoT della famiglia PClog li rendono particolarmente adatti alle condizioni di calore e polvere tipiche degli ambienti di trattamento termico, dove i PC desktop convenzionali richiederebbero manutenzione frequente.
Questa architettura è particolarmente efficace nei casi in cui il requisito principale è avere una visione globale di più processi eseguiti contemporaneamente da più macchine da un unico punto di supervisione, senza alcuna HMI locale su ciascun forno, evitando agli operatori di spostarsi da una macchina all’altra per leggere i singoli controllori o i grafici cartacei.
Scalabilità e integrazione con i sistemi di gestione della qualità
Poiché Winlog supporta driver di comunicazione per i protocolli e i controllori industriali più diffusi, estendere il sistema a ulteriori forni o integrarlo verso l’alto con piattaforme MES ed ERP tramite OPC UA è immediato senza riprogettare l’applicazione esistente. Questo rende la soluzione un investimento a lungo termine e non una soluzione puntuale: una piattaforma in grado di crescere insieme all’impianto e di continuare a garantire tracciabilità documentata e assicurazione della qualità di processo man mano che la gamma di produzione e il parco forni si evolvono nel tempo.
FAQ
- Come monitora il sistema SCADA Winlog i forni di trattamento termico senza interferire con la strumentazione di controllo esistente?
- Il sistema utilizza una rete di acquisizione dati parallela che legge passivamente le variabili di processo dai PLC, dai controllori Eroelectronic/Gefran e dai registratori esistenti senza scrivere né modificarli. Questo consente di aggiungere la supervisione completa di tutti i forni della divisione a un impianto brownfield senza fermi, senza ri-validazione degli anelli di controllo e senza investimenti in nuova hardware di controllo.
- Quali tipi di trattamenti termici può gestire e documentare il sistema di supervisione Winlog?
- Il sistema supporta i processi di tempra, rinvenimento, ricottura, stabilizzazione e normalizzazione, nonché trattamenti in atmosfera controllata come carburazione e cementazione, dove la percentuale di carbonio viene monitorata continuamente insieme alla temperatura. Ogni tipo di processo è gestito tramite ricette di produzione dedicate che memorizzano il set completo di setpoint, curve teoriche e tolleranze di accettazione per quel trattamento.
- Come utilizza il sistema le ricette di produzione per garantire la ripetibilità del processo tra operatori e turni diversi?
- Ogni ricetta di produzione memorizza il set completo di setpoint, curve teoriche e tolleranze di accettazione per uno specifico materiale, codice pezzo o specifica di trattamento. Prima di avviare un ciclo, l’operatore seleziona la ricetta appropriata e il sistema carica immediatamente le curve di riferimento per il confronto in tempo reale, eliminando l’inserimento manuale dei parametri e i relativi errori umani. Ogni ciclo produttivo viene quindi eseguito sulla base di una configurazione validata e tracciabile anziché di una procedura memorizzata localmente.
- Quali informazioni contengono i report di batch generati al termine di ogni ciclo di trattamento termico?
- Ogni report di batch contiene tre categorie di informazioni: dati di identificazione del carico (codice pezzo, riferimento della carica, operatore, data e ora), curve delle variabili di processo che mostrano il profilo reale di temperatura e atmosfera registrato durante il ciclo di trattamento, e il registro allarmi del ciclo. I report vengono esportati in formato compatibile con Microsoft Office e condivisi elettronicamente con la divisione controllo qualità, sostituendo i grafici dei registratori cartacei con un archivio digitale completamente ricercabile e tracciabile.
- Come garantisce l’architettura client/server PClog l’integrità dei dati e la continuità operativa nella divisione trattamenti termici?
- Un server PClog centrale acquisisce e memorizza in modo continuo i dati di processo di tutti i forni indipendentemente dall’attività delle stazioni client, garantendo che nessun dato venga perso in caso di riavvio o disconnessione di un client. Due stazioni client PClog con touch screen offrono agli operatori una visione unificata in tempo reale di tutti i cicli di trattamento attivi nell’intera divisione da un unico punto di supervisione, senza la necessità di una HMI locale su ciascun forno. Il design fanless con Windows IoT della famiglia PClog la rende adatta alle condizioni di calore e polvere tipiche degli ambienti di trattamento termico.



