Page d’Accueil » Blog » CNC vs PLC
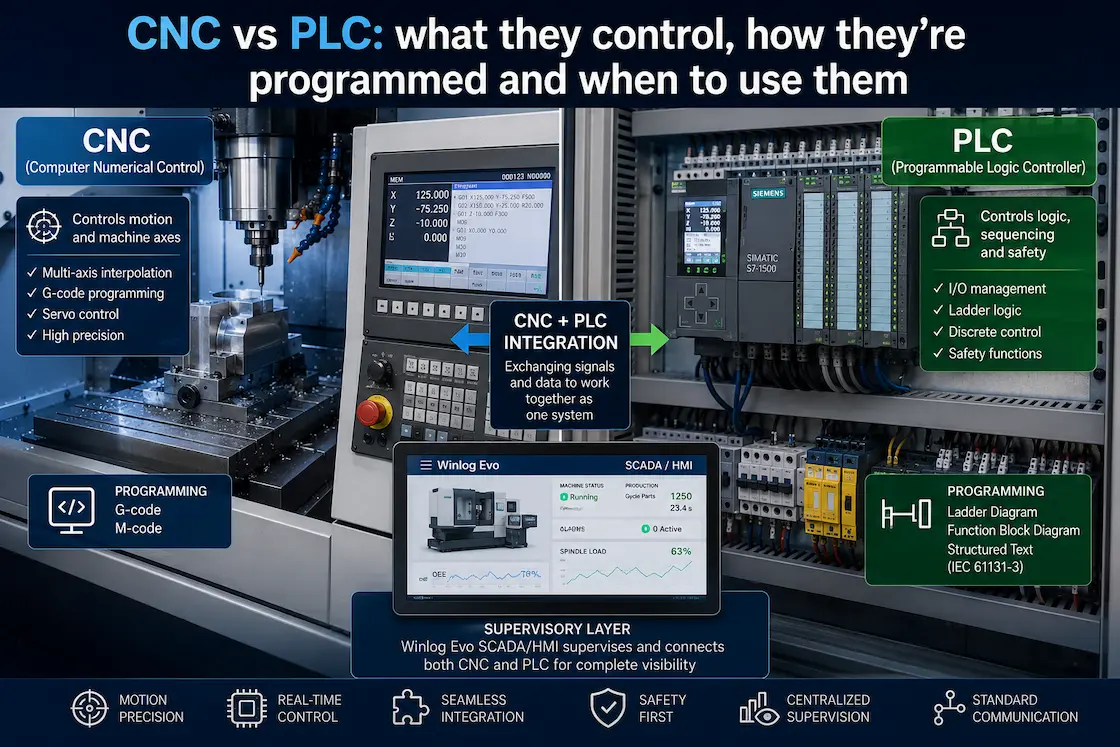
CNC vs PLC: ce qu’ils contrôlent, comment ils sont programmés et quand les utiliser
Sielco Sistemi —
En atelier, il est courant de trouver une CNC et un PLC (automate) travaillant côte à côte, alors que ces deux contrôleurs résolvent des problèmes très différents. Une CNC (Commande Numérique par Calculateur) pilote le mouvement précis et coordonné des axes de la machine, tandis qu’un PLC (automate programmable industriel) gère la logique discrète, le séquencement et la sécurité des équipements environnants. Bien comprendre les rôles de la CNC et du PLC est la première étape pour concevoir une machine ou une ligne fiable, et pour savoir quand ajouter une couche de supervision telle que Winlog Evo au-dessus des deux.
Qu’est-ce qu’une CNC et que contrôle-t-elle
Une CNC, fondée sur les principes de la commande numérique, traduit un programme pièce (code G) en mouvements coordonnés d’axes servo, de broches et de changeurs d’outils sur des machines-outils telles que tours, fraiseuses et routeurs. Sa fonction est le mouvement: interpoler des trajectoires, contrôler l’avance et la vitesse de broche, et gérer les corrections d’outil avec la précision requise par l’usinage. Les commandes CNC de fabricants comme Fanuc ou la gamme Sinumerik de Siemens sont conçues spécifiquement pour ce type de contrôle de mouvement rapide et précis, fondamentalement différent du traitement logique généraliste.
Comme le firmware CNC est optimisé pour le contrôle servo en boucle fermée, il exécute généralement son propre noyau temps réel, séparé de la logique d’automatisation générale, avec un retour d’encodeurs et de règles optiques mesuré au micron près. C’est pourquoi les commandes CNC sont rarement utilisées pour gérer des convoyeurs, des barrières de sécurité ou le séquencement de l’ensemble d’un site: leur architecture est optimisée pour la précision continue de trajectoire, pas pour scruter des centaines d’E/S discrètes toutes les quelques millisecondes.
Qu’est-ce qu’un PLC et que contrôle-t-il
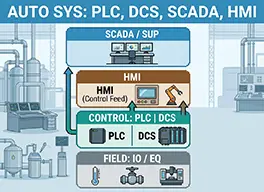
Un PLC est conçu pour le contrôle discret et séquentiel: il lit des entrées numériques et analogiques issues de capteurs, exécute une logique en langage à contacts (ladder) ou en texte structuré, et pilote des sorties telles que relais, vannes et démarreurs moteur. Les automates de fabricants comme Siemens et Rockwell Automation (Allen-Bradley) constituent l’ossature des convoyeurs, des lignes de conditionnement et des verrouillages de sécurité. Comme les automates exposent leurs données via des protocoles standard, une plateforme SCADA telle que Winlog Evo peut s’y connecter grâce à un large éventail de drivers de communication pour centraliser la supervision.
Un automate moderne gère aussi la couche de sécurité d’une machine ou d’une ligne: arrêts d’urgence, rideaux immatériels, protecteurs verrouillés et protection contre les surcharges moteur sont généralement câblés sur des modules PLC certifiés sécurité ou des contrôleurs de sécurité dédiés. Ce comportement déterministe et fondé sur des règles est ce qui fait du PLC le bon choix chaque fois que la priorité est un séquencement répétable plutôt qu’un mouvement continu sur trajectoire.
CNC vs PLC: différences clés (axes, mouvement, logique, langages de programmation)
La façon la plus claire de répondre à « quelle est la différence entre CNC et PLC? » consiste à comparer ce pour quoi chacun est optimisé. Une CNC est conçue autour de l’interpolation multi-axes, d’une planification de trajectoire fine et du code G, et referme généralement des boucles servo rapides en temps réel. Un PLC est conçu autour d’une logique à cycle de scrutation, de la gestion des E/S et de diagrammes ladder ou de langages IEC 61131-3, privilégiant un séquencement déterministe et certifié sécurité plutôt que la précision de mouvement. En résumé, la différence entre CNC et PLC est mouvement contre logique: l’une façonne la pièce, l’autre orchestre le processus autour d’elle.
Les langages de programmation reflètent également cette séparation. Les programmes pièce CNC sont écrits principalement en code G et code M, centrés sur la géométrie, les trajectoires d’outil et les paramètres de coupe. Les programmes PLC, eux, sont généralement écrits en langage à contacts, en blocs fonctionnels ou en texte structuré selon la norme IEC 61131-3, centrés sur la logique booléenne, les temporisateurs, les compteurs et les machines à états. Un technicien maîtrisant un langage ne peut pas lire automatiquement l’autre, c’est pourquoi les constructeurs de machines conservent généralement des programmeurs CNC et des programmeurs PLC distincts, ou font appel à des intégrateurs maîtrisant les deux disciplines.
Intégration CNC + PLC dans une ligne/machine
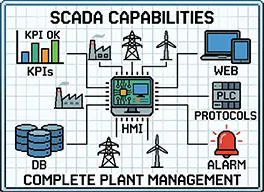
Sur la plupart des machines réelles, la CNC et le PLC ne sont pas concurrents mais partenaires. Le PLC gère généralement les fonctions auxiliaires de la machine — protecteurs, arrosage, changeurs de palettes, bridage de pièce — et échange des signaux de handshake avec la CNC pour démarrer ou interrompre un cycle d’usinage. Superposer un système SCADA à ce duo, avec Winlog Evo, permet aux opérateurs de visualiser l’état du programme CNC, les alarmes du PLC et les compteurs de cycle dans un seul tableau de bord, et d’historiser ces données pour l’analyse du TRS (OEE) et de la maintenance.
Quand choisir la CNC ou le PLC
Le choix est rarement exclusif: une CNC est nécessaire chaque fois qu’un processus requiert un mouvement d’axes coordonné et interpolé en continu — fraisage, tournage, rectification, découpe — et un PLC chaque fois que le processus est dominé par la logique discrète, la temporisation et le séquencement. De nombreux constructeurs de machines combinent les deux sous une seule couche de supervision HMI/SCADA afin que les opérateurs n’aient pas à jongler entre deux philosophies de contrôle distinctes. En règle générale, si la question est « quelle forme cela doit-il prendre? », on est dans le domaine de la CNC; si la question est « que doit-il se passer ensuite, et seulement si c’est sûr? », on est dans le domaine du PLC.
Erreurs courantes et questions fréquentes
L’erreur la plus fréquente consiste à vouloir faire faire à un contrôleur le travail de l’autre — par exemple implémenter une interpolation de mouvement complexe dans la logique PLC plutôt que dans une véritable CNC, ou l’inverse. Un autre problème courant est de traiter la CNC et le PLC comme des îlots isolés au lieu d’intégrer leurs données dans un système de supervision partagé, ce qui rend le diagnostic et la traçabilité bien plus difficiles que nécessaire. Standardiser sur des drivers bien documentés et une plateforme comme Winlog Evo permet d’éviter ces deux problèmes.
Vous voulez voir les données CNC et PLC unifiées dans une seule vue de supervision? Essayez la démo web de Winlog Evo, consultez les drivers de communication pris en charge, ou contactez Sielco Sistemi pour une évaluation personnalisée.
FAQ
- Quelle est la différence entre CNC et PLC?
- La CNC contrôle le mouvement d’axes coordonné et interpolé en continu sur les machines-outils à l’aide du code G, tandis que le PLC contrôle la logique discrète, le séquencement et la sécurité à l’aide de diagrammes ladder ou de langages IEC 61131-3. En résumé, la CNC façonne la pièce et le PLC orchestre le processus autour d’elle.
- Un PLC peut-il remplacer une CNC, ou inversement?
- Pas efficacement. Un PLC ne dispose pas de l’interpolation servo temps réel nécessaire à un usinage multi-axes précis, et une CNC n’est pas conçue pour la logique discrète générale, la temporisation et le séquencement de sécurité de toute une ligne. Chacun est conçu pour sa propre tâche, c’est pourquoi ils sont normalement utilisés ensemble plutôt qu’en substitution.
- Comment la CNC et le PLC communiquent-ils sur la même machine?
- La plupart des couples CNC-PLC échangent des signaux de handshake: le PLC indique à la CNC quand les fonctions auxiliaires (protecteurs, bridage, arrosage) sont prêtes, et la CNC renvoie au PLC l’état du programme et la fin de cycle. Une couche SCADA comme Winlog Evo peut alors lire les deux côtés via des drivers de communication dédiés pour offrir une vue unifiée.
- Quels langages de programmation sont utilisés pour la CNC et le PLC?
- Les programmes CNC sont écrits principalement en code G et code M, centrés sur les trajectoires d’outil et les paramètres de coupe. Les programmes PLC sont généralement écrits en langage à contacts, blocs fonctionnels ou texte structuré selon la norme IEC 61131-3, centrés sur la logique booléenne, les temporisateurs et les compteurs.
- Comment Winlog Evo s’intègre-t-il dans un environnement CNC et PLC?
- Winlog Evo se place au-dessus des contrôleurs CNC et PLC en tant que couche de supervision, se connectant aux deux via des drivers de communication pour afficher l’état du programme, les alarmes et les compteurs de cycle dans un seul tableau de bord, et pour historiser ces données pour l’analyse du TRS et de la maintenance.