Startseite » Blog » CNC vs SPS
CNC vs SPS: was sie steuern, wie sie programmiert werden und wann man sie einsetzt
Sielco Sistemi —
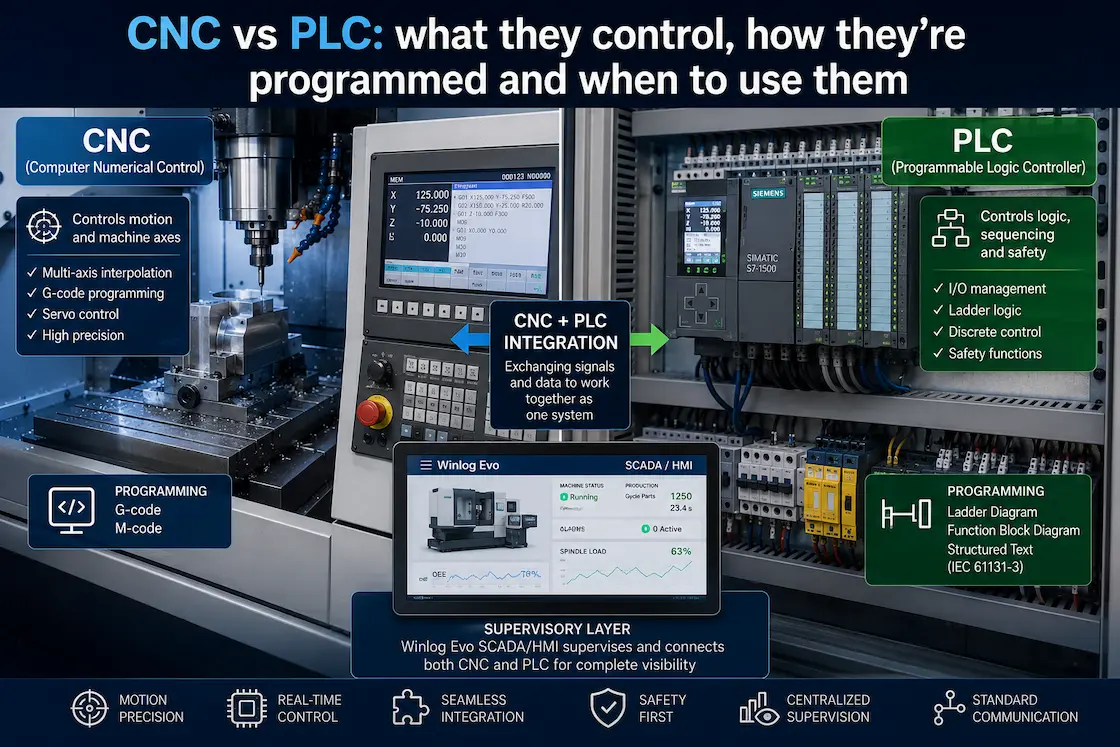
In der Werkhalle findet man häufig eine CNC und eine SPS (PLC), die Seite an Seite arbeiten, doch die beiden Steuerungen lösen sehr unterschiedliche Aufgaben. Eine CNC (Computerized Numerical Control) steuert die präzise, koordinierte Bewegung der Maschinenachsen, während eine SPS (Speicherprogrammierbare Steuerung, PLC) die diskrete Logik, Ablaufsteuerung und Sicherheit der umgebenden Anlage verwaltet. Die Rollen von CNC und SPS klar zu verstehen, ist der erste Schritt zu einer zuverlässigen Maschine oder Linie — und dazu, zu wissen, wann eine Überwachungsebene wie Winlog Evo über beiden sinnvoll ist.
Was ist eine CNC und was steuert sie
Eine CNC, basierend auf den Prinzipien der numerischen Steuerung, übersetzt ein Teileprogramm (G-Code) in koordinierte Bewegungen von Servoachsen, Spindeln und Werkzeugwechslern an Werkzeugmaschinen wie Drehmaschinen, Fräsmaschinen und Fräsen. Ihre Aufgabe ist die Bewegung: Bahninterpolation, Steuerung von Vorschub und Spindeldrehzahl sowie Verwaltung von Werkzeugkorrekturen mit der für die Zerspanung erforderlichen Präzision. CNC-Steuerungen von Herstellern wie Fanuc oder der Sinumerik-Reihe von Siemens sind speziell für diese Art der hochpräzisen, schnellen Bewegungssteuerung ausgelegt, die sich grundlegend von allgemeiner Logikverarbeitung unterscheidet.
Da die CNC-Firmware für geschlossene Servoregelkreise optimiert ist, läuft sie in der Regel auf einem eigenen Echtzeitkern, getrennt von der allgemeinen Automatisierungslogik, mit einer Rückmeldung von Encodern und Glasmaßstäben im Mikrometerbereich. Deshalb werden CNC-Steuerungen selten zur Verwaltung von Förderbändern, Sicherheitsvorhängen oder anlagenweiten Abläufen eingesetzt: Ihre Architektur ist auf kontinuierliche Bahngenauigkeit ausgelegt, nicht auf das Abfragen Hunderter diskreter E/A-Punkte alle paar Millisekunden.
Was ist eine SPS und was steuert sie
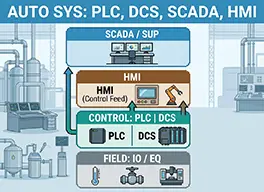
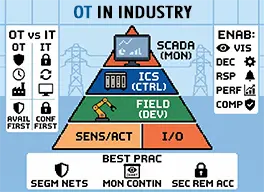
Eine SPS ist für diskrete und sequenzielle Steuerung ausgelegt: Sie liest digitale und analoge Eingänge von Sensoren, führt Kontaktplan- oder strukturierten Text aus und steuert Ausgänge wie Relais, Ventile und Motorstarter an. SPS-Systeme von Herstellern wie Siemens und Rockwell Automation (Allen-Bradley) bilden das Rückgrat von Förderbändern, Verpackungslinien und Sicherheitsverriegelungen. Da SPS-Systeme ihre Daten über Standardprotokolle bereitstellen, kann eine SCADA-Plattform wie Winlog Evo über eine breite Palette von Kommunikationstreibern an sie angebunden werden, um die Überwachung zu zentralisieren.
Eine moderne SPS übernimmt auch die Sicherheitsebene einer Maschine oder Linie: Not-Aus-Schalter, Lichtvorhänge, verriegelte Schutzeinrichtungen und Motorüberlastschutz sind in der Regel mit sicherheitszertifizierten SPS-Modulen oder dedizierten Sicherheitssteuerungen verdrahtet. Dieses deterministische, regelbasierte Verhalten macht die SPS zur richtigen Wahl, wenn wiederholbare Ablaufsteuerung Priorität hat und nicht kontinuierliche Bahnbewegung.
CNC vs SPS: zentrale Unterschiede (Achsen, Bewegung, Logik, Programmiersprachen)
Am klarsten lässt sich die Frage „Was ist der Unterschied zwischen CNC und SPS?“ beantworten, indem man vergleicht, worauf jede optimiert ist. Eine CNC ist auf Mehrachs-Interpolation, feine Bahnplanung und G-Code ausgelegt und schließt in der Regel schnelle Servoregelkreise in Echtzeit. Eine SPS ist auf zyklusbasierte Logik, E/A-Verarbeitung und Kontaktpläne oder IEC-61131-3-Sprachen ausgelegt und priorisiert deterministische, sicherheitszertifizierte Ablaufsteuerung gegenüber Bewegungspräzision. Kurz gesagt ist der Unterschied zwischen CNC und SPS Bewegung gegen Logik: Die eine formt das Werkstück, die andere orchestriert den Prozess darum herum.
Auch die Programmiersprachen spiegeln diese Trennung wider. CNC-Teileprogramme werden überwiegend in G-Code und M-Code geschrieben, mit Fokus auf Geometrie, Werkzeugbahnen und Schnittparameter. SPS-Programme hingegen werden meist in Kontaktplan, Funktionsbausteinsprache oder strukturiertem Text nach IEC 61131-3 geschrieben, mit Fokus auf boolesche Logik, Timer, Zähler und Zustandsautomaten. Ein Techniker, der eine Sprache beherrscht, kann die andere nicht automatisch lesen — deshalb halten Maschinenbauer meist getrennte CNC- und SPS-Programmierer vor oder setzen auf Integratoren, die beide Disziplinen beherrschen.
CNC + SPS-Integration in einer Linie/Maschine
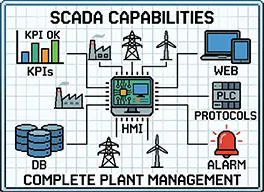
Bei den meisten realen Maschinen sind CNC und SPS keine Konkurrenten, sondern Partner. Die SPS verwaltet in der Regel die Hilfsfunktionen der Maschine — Schutzeinrichtungen, Kühlmittel, Palettenwechsler, Werkstückspannung — und tauscht Handshake-Signale mit der CNC aus, um einen Bearbeitungszyklus zu starten oder zu unterbrechen. Wird auf dieses Paar zusätzlich ein SCADA-System mit Winlog Evo gelegt, können Bediener den CNC-Programmstatus, SPS-Alarme und Zykluszähler in einem einzigen Dashboard visualisieren und diese Daten historisch für OEE- und Instandhaltungsanalysen protokollieren.
Wann CNC und wann SPS wählen
Die Wahl ist selten ein Entweder-oder: Eine CNC wird immer dann benötigt, wenn ein Prozess koordinierte, kontinuierlich interpolierte Achsbewegung erfordert — Fräsen, Drehen, Schleifen, Schneiden — und eine SPS immer dann, wenn der Prozess von diskreter Logik, Zeitsteuerung und Ablaufsteuerung dominiert wird. Viele Maschinenbauer kombinieren beides unter einer einzigen HMI/SCADA-Überwachungsebene, sodass Bediener nicht mit zwei getrennten Steuerungsphilosophien umgehen müssen. Als Faustregel gilt: Lautet die Frage „welche Form muss das annehmen?“, befindet man sich im CNC-Bereich; lautet sie „was soll als Nächstes passieren, und nur wenn es sicher ist?“, befindet man sich im SPS-Bereich.
Häufige Fehler und FAQ
Der häufigste Fehler besteht darin, eine Steuerung die Aufgabe der anderen erledigen zu lassen — etwa komplexe Bewegungsinterpolation in der SPS-Logik statt in einer echten CNC zu implementieren, oder umgekehrt. Ein weiteres verbreitetes Problem ist, CNC und SPS als isolierte Inseln zu behandeln, statt ihre Daten in ein gemeinsames Überwachungssystem zu integrieren, was Fehlersuche und Rückverfolgbarkeit unnötig erschwert. Die Standardisierung auf gut dokumentierte Treiber und eine Plattform wie Winlog Evo vermeidet beide Probleme.
Möchten Sie CNC- und SPS-Daten in einer einzigen Überwachungsansicht vereint sehen? Testen Sie die Winlog-Evo-Webdemo, informieren Sie sich über die unterstützten Kommunikationstreiber, oder kontaktieren Sie Sielco Sistemi für eine individuelle Bewertung.
FAQ
- Was ist der Unterschied zwischen CNC und SPS?
- Die CNC steuert koordinierte, kontinuierlich interpolierte Achsbewegungen an Werkzeugmaschinen mittels G-Code, während die SPS diskrete Logik, Ablaufsteuerung und Sicherheit mittels Kontaktplan oder IEC-61131-3-Sprachen steuert. Kurz gesagt formt die CNC das Werkstück, und die SPS orchestriert den Prozess drumherum.
- Kann eine SPS eine CNC ersetzen oder umgekehrt?
- Nicht wirklich. Einer SPS fehlt die echtzeitfähige Servointerpolation, die für präzise Mehrachsbearbeitung nötig ist, und eine CNC ist nicht für allgemeine diskrete Logik, Zeitsteuerung und sicherheitsrelevante Ablaufsteuerung einer ganzen Linie ausgelegt. Beide sind für ihre jeweilige Aufgabe konzipiert, weshalb sie normalerweise gemeinsam und nicht als Ersatz füreinander eingesetzt werden.
- Wie kommunizieren CNC und SPS an derselben Maschine?
- Die meisten CNC-SPS-Paare tauschen Handshake-Signale aus: Die SPS meldet der CNC, wenn Hilfsfunktionen (Schutzeinrichtungen, Spannen, Kühlmittel) bereit sind, und die CNC meldet der SPS den Programmstatus und den Zyklusabschluss. Eine SCADA-Ebene wie Winlog Evo kann dann beide Seiten über dedizierte Kommunikationstreiber auslesen und eine einheitliche Ansicht liefern.
- Welche Programmiersprachen werden für CNC und SPS verwendet?
- CNC-Teileprogramme werden hauptsächlich in G-Code und M-Code geschrieben, mit Fokus auf Werkzeugbahnen und Schnittparameter. SPS-Programme werden meist in Kontaktplan, Funktionsbausteinsprache oder strukturiertem Text nach IEC 61131-3 geschrieben, mit Fokus auf boolesche Logik, Timer und Zähler.
- Wie fügt sich Winlog Evo in eine CNC- und SPS-Umgebung ein?
- Winlog Evo positioniert sich als Überwachungsebene über CNC- und SPS-Steuerungen, verbindet sich mit beiden über Kommunikationstreiber, um Programmstatus, Alarme und Zykluszähler in einem Dashboard anzuzeigen, und protokolliert diese Daten historisch für OEE- und Instandhaltungsanalysen.