Página Inicial » Blog » CNC vs PLC
CNC vs PLC: o que controlam, como são programados e quando usá-los
Sielco Sistemi —
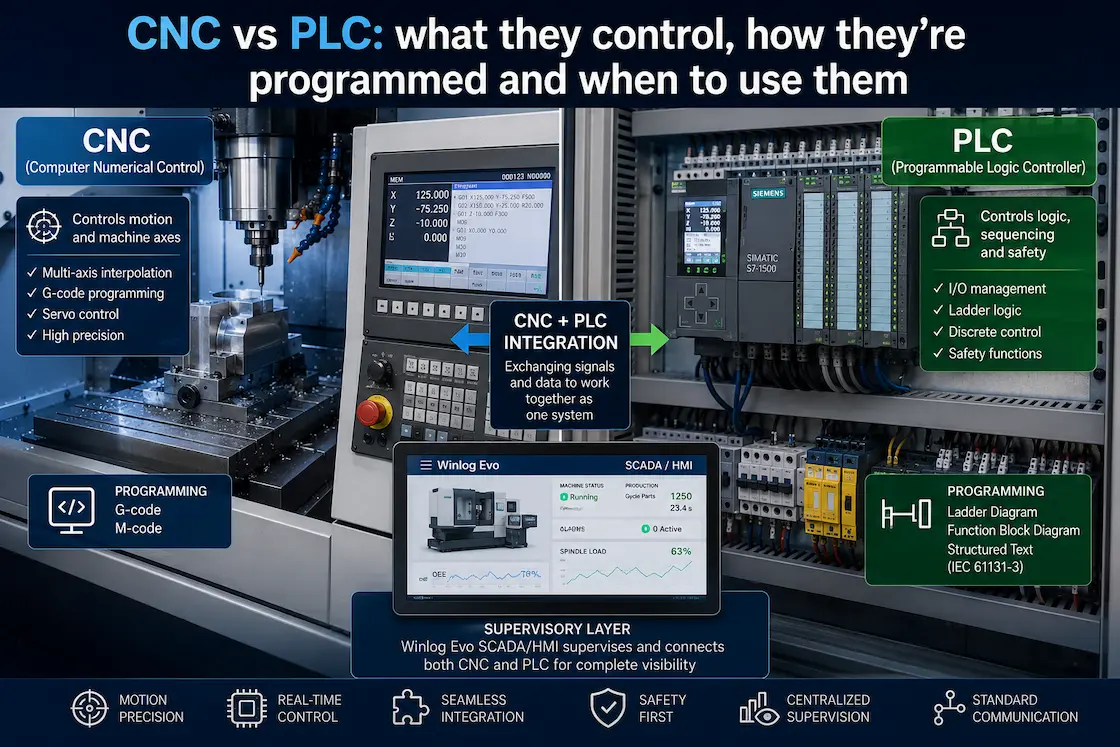
No chão de fábrica é comum encontrar um CNC e um PLC trabalhando lado a lado, mas os dois controladores resolvem problemas muito diferentes. Um CNC (Controle Numérico Computadorizado) comanda o movimento preciso e coordenado dos eixos da máquina, enquanto um PLC (Controlador Lógico Programável, ou CLP) gerencia a lógica discreta, a sequência e a segurança dos equipamentos ao redor. Entender claramente os papéis de CNC e PLC é o primeiro passo para projetar uma máquina ou linha confiável, e para saber quando adicionar uma camada de supervisão como o Winlog Evo sobre ambos.
O que é um CNC e o que ele controla
Um CNC, baseado nos princípios do controle numérico, traduz um programa de peça (código G) em movimentos coordenados de eixos servo, fusos e trocadores de ferramentas em máquinas-ferramenta como tornos, fresadoras e roteadoras. Sua função é o movimento: interpolar trajetórias, controlar a taxa de avanço e a velocidade do fuso, e gerenciar as correções de ferramenta com a precisão exigida pela usinagem. Os controles CNC de fabricantes como a Fanuc ou a linha Sinumerik da Siemens são projetados especificamente para esse tipo de controle de movimento de alta velocidade e alta precisão, fundamentalmente diferente do processamento lógico de propósito geral.
Como o firmware do CNC é otimizado para o controle servo em malha fechada, ele normalmente executa seu próprio kernel em tempo real, separado da lógica geral de automação, com realimentação de encoders e réguas ópticas medida em mícrons. É por isso que os controles CNC raramente são usados para gerenciar esteiras, cortinas de segurança ou sequenciamento de toda a planta: sua arquitetura é ajustada para a precisão contínua de trajetória, não para varrer centenas de E/S discretas a cada poucos milissegundos.
O que é um PLC e o que ele controla
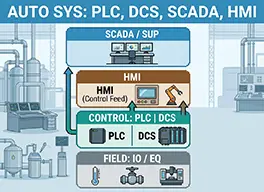
Um PLC é projetado para controle discreto e sequencial: lê entradas digitais e analógicas de sensores, executa lógica ladder ou texto estruturado, e aciona saídas como relés, válvulas e contatores de motor. Os PLCs de fabricantes como Siemens e Rockwell Automation (Allen-Bradley) são a espinha dorsal de esteiras transportadoras, linhas de embalagem e intertravamentos de segurança. Como os PLCs expõem seus dados por meio de protocolos padrão, uma plataforma SCADA como o Winlog Evo pode se conectar a eles através de uma ampla gama de drivers de comunicação para centralizar a supervisão.
Um PLC moderno também gerencia a camada de segurança de uma máquina ou linha: paradas de emergência, cortinas de luz, proteções intertravadas e proteção contra sobrecarga do motor costumam estar conectadas a módulos PLC certificados de segurança ou controladores de segurança dedicados. Esse comportamento determinístico e baseado em regras é o que torna o PLC a escolha certa sempre que a prioridade é a sequência repetível, e não o movimento contínuo por trajetória.
CNC vs PLC: diferenças principais (eixos, movimento, lógica, linguagens de programação)
A forma mais clara de responder “qual a diferença entre CNC e PLC?” é comparar aquilo para o qual cada um é otimizado. Um CNC é construído em torno da interpolação multieixo, do planejamento avançado de trajetórias e do código G, e normalmente fecha malhas servo rápidas em tempo real. Um PLC é construído em torno da lógica de ciclo de varredura, do tratamento de E/S e de diagramas ladder ou linguagens IEC 61131-3, priorizando um sequenciamento determinístico e certificado em segurança em vez da precisão de movimento. Em resumo, a diferença entre CNC e PLC é movimento versus lógica: um dá forma à peça, o outro orquestra o processo ao redor dela.
As linguagens de programação também refletem essa divisão. Os programas de peça CNC são escritos principalmente em código G e código M, focados em geometria, trajetórias de ferramenta e parâmetros de corte. Os programas PLC, por sua vez, costumam ser escritos em diagrama ladder, diagrama de blocos funcionais ou texto estruturado conforme a norma IEC 61131-3, focados em lógica booleana, temporizadores, contadores e máquinas de estado. Um técnico fluente em uma linguagem não consegue ler automaticamente a outra, motivo pelo qual os fabricantes de máquinas costumam manter programadores de CNC e de PLC separados, ou recorrer a integradores que dominam as duas disciplinas.
Integração CNC + PLC em uma linha/máquina
Na maioria das máquinas reais, o CNC e o PLC não são concorrentes, mas parceiros. O PLC normalmente gerencia as funções auxiliares da máquina — proteções, refrigerante, trocadores de paletes, fixação da peça — e troca sinais de handshake com o CNC para iniciar ou interromper um ciclo de usinagem. Sobrepor um sistema SCADA a essa dupla, usando o Winlog Evo, permite que os operadores visualizem o status do programa CNC, os alarmes do PLC e os contadores de ciclo em um único painel, e registrem esses dados historicamente para análise de OEE e manutenção.
Quando escolher CNC ou PLC
A escolha raramente é excludente: você precisa de um CNC sempre que um processo exigir movimento de eixos coordenado e interpolado continuamente — fresamento, torneamento, retificação, corte — e de um PLC sempre que o processo for dominado por lógica discreta, temporização e sequenciamento. Muitos fabricantes de máquinas combinam ambos sob uma única camada de supervisão HMI/SCADA, para que os operadores não precisem interagir com duas filosofias de controle separadas. Como regra geral, se a pergunta é “que forma isso precisa assumir?”, você está no território do CNC; se a pergunta é “o que deve acontecer a seguir, e somente se for seguro?”, você está no território do PLC.
Erros comuns e perguntas frequentes
O erro mais frequente é tentar forçar um controlador a fazer o trabalho do outro — por exemplo, implementar uma interpolação de movimento complexa dentro da lógica do PLC em vez de um CNC adequado, ou vice-versa. Outro problema comum é tratar CNC e PLC como ilhas isoladas em vez de integrar seus dados em um sistema de supervisão compartilhado, o que torna o diagnóstico e a rastreabilidade muito mais difíceis do que precisam ser. Padronizar com drivers bem documentados e uma plataforma como o Winlog Evo evita os dois problemas.
Quer ver os dados de CNC e PLC unificados em uma única visão de supervisão? Experimente a web demo do Winlog Evo, confira os drivers de comunicação suportados, ou entre em contato com a Sielco Sistemi para uma avaliação personalizada.
FAQ
- Qual a diferença entre CNC e PLC?
- O CNC controla o movimento de eixos coordenado e interpolado continuamente em máquinas-ferramenta usando código G, enquanto o PLC controla a lógica discreta, o sequenciamento e a segurança usando diagramas ladder ou linguagens IEC 61131-3. Em resumo, o CNC dá forma à peça e o PLC orquestra o processo ao redor dela.
- Um PLC pode substituir um CNC, ou vice-versa?
- Não de forma eficaz. Um PLC não possui a interpolação servo em tempo real necessária para uma usinagem multieixo precisa, e um CNC não é projetado para a lógica discreta geral, temporização e sequenciamento de segurança de uma linha inteira. Cada um é projetado para sua própria tarefa, por isso normalmente são usados juntos, e não como substitutos.
- Como o CNC e o PLC se comunicam na mesma máquina?
- A maioria dos pares CNC-PLC troca sinais de handshake: o PLC informa ao CNC quando as funções auxiliares (proteções, fixação, refrigerante) estão prontas, e o CNC informa ao PLC o status do programa e a conclusão do ciclo. Uma camada SCADA como o Winlog Evo pode então ler ambos os lados por meio de drivers de comunicação dedicados para oferecer uma visão unificada.
- Quais linguagens de programação são usadas para CNC e PLC?
- Os programas CNC são escritos principalmente em código G e código M, focados em trajetórias de ferramenta e parâmetros de corte. Os programas PLC costumam ser escritos em diagrama ladder, diagrama de blocos funcionais ou texto estruturado conforme a IEC 61131-3, focados em lógica booleana, temporizadores e contadores.
- Como o Winlog Evo se encaixa em um ambiente com CNC e PLC?
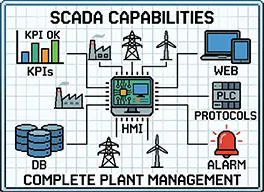
- O Winlog Evo se posiciona acima dos controladores CNC e PLC como uma camada de supervisão, conectando-se a ambos por meio de drivers de comunicação para exibir status do programa, alarmes e contadores de ciclo em um único painel, e registrar esses dados historicamente para análise de OEE e manutenção.