CNC vs PLC: qué controlan, cómo se programan y cuándo usarlos
Sielco Sistemi —
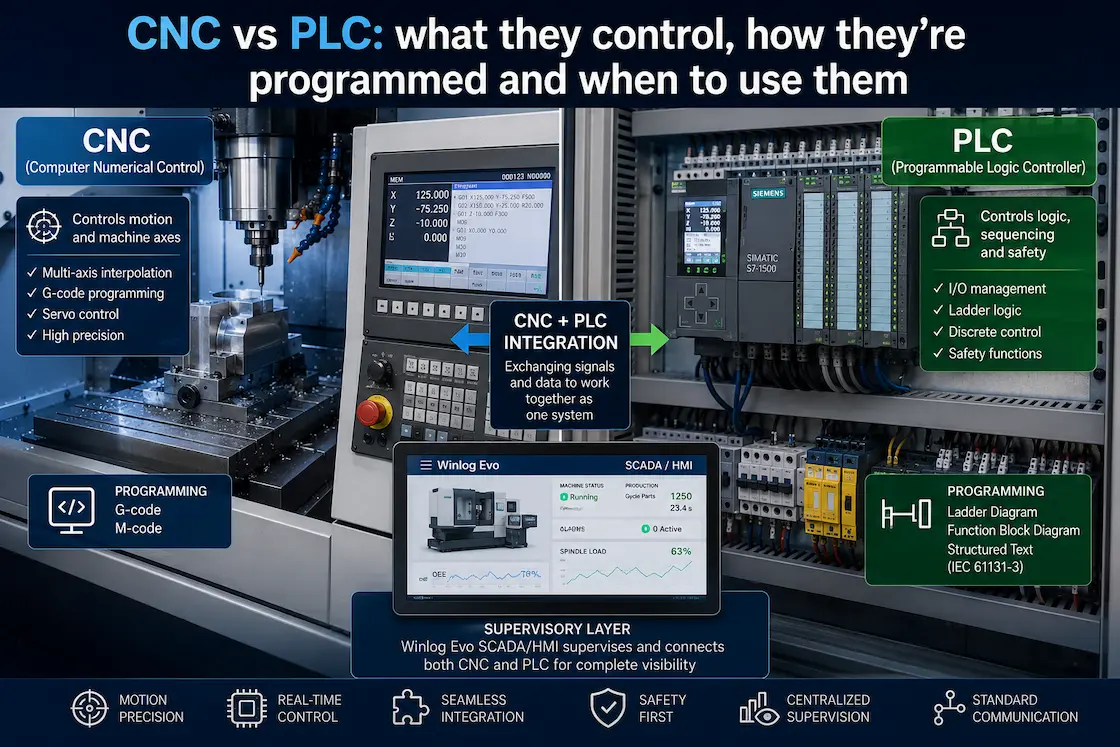
En planta es habitual encontrar un CNC y un PLC trabajando codo con codo, aunque los dos controladores resuelven problemas muy distintos. Un CNC (Control Numérico Computarizado) gestiona el movimiento preciso y coordinado de los ejes de la máquina, mientras que un PLC (Controlador Lógico Programable) gestiona la lógica discreta, la secuencia y la seguridad del equipo circundante. Entender con claridad los roles de CNC y PLC es el primer paso para diseñar una máquina o línea fiable, y para saber cuándo incorporar una capa de supervisión como Winlog Evo por encima de ambos.
Qué es un CNC y qué controla
Un CNC, basado en los principios del control numérico, traduce un programa de pieza (código G) en movimientos coordinados de ejes servo, husillos y cambiadores de herramienta en máquinas herramienta como tornos, fresadoras y routers. Su función es el movimiento: interpolar trayectorias, controlar el avance y la velocidad del husillo, y gestionar las correcciones de herramienta con la precisión que exige el mecanizado. Los controles CNC de fabricantes como Fanuc o la línea Sinumerik de Siemens están diseñados específicamente para este tipo de control de movimiento de alta velocidad y precisión, radicalmente distinto del procesamiento lógico de propósito general.
Como el firmware del CNC está optimizado para el control servo en lazo cerrado, normalmente ejecuta su propio núcleo en tiempo real independiente de la lógica de automatización general, con realimentación de encoders y reglas ópticas medida en micras. Por eso los controles CNC rara vez se usan para gestionar cintas transportadoras, barreras de seguridad o secuencias de planta: su arquitectura está optimizada para la precisión continua de trayectoria, no para escanear cientos de E/S discretas cada pocos milisegundos.
Qué es un PLC y qué controla
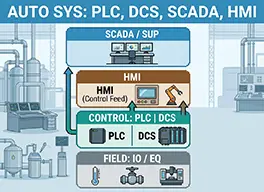
Un PLC está diseñado para el control discreto y secuencial: lee entradas digitales y analógicas de sensores, ejecuta lógica de escalera (ladder) o texto estructurado, y activa salidas como relés, válvulas y arrancadores de motor. Los PLC de fabricantes como Siemens y Rockwell Automation (Allen-Bradley) son la columna vertebral de cintas transportadoras, líneas de envasado y enclavamientos de seguridad. Como los PLC exponen sus datos mediante protocolos estándar, una plataforma SCADA como Winlog Evo puede conectarse a ellos a través de una amplia gama de drivers de comunicación para centralizar la supervisión.
Un PLC moderno también gestiona la capa de seguridad de una máquina o línea: paradas de emergencia, cortinas de luz, resguardos enclavados y protección contra sobrecarga del motor suelen estar cableados a módulos PLC certificados de seguridad o controladores de seguridad dedicados. Este comportamiento determinista y basado en reglas es lo que convierte al PLC en la opción correcta cuando la prioridad es la secuencia repetible en lugar del movimiento continuo por trayectoria.
CNC vs PLC: diferencias clave (ejes, movimiento, lógica, lenguajes de programación)
La forma más clara de responder a “¿cuál es la diferencia entre CNC y PLC?” es comparar aquello para lo que cada uno está optimizado. Un CNC se construye en torno a la interpolación multieje, la planificación avanzada de trayectorias y el código G, y normalmente cierra lazos servo rápidos en tiempo real. Un PLC se construye en torno a la lógica de ciclo de escaneo, la gestión de E/S y los diagramas de escalera o lenguajes IEC 61131-3, priorizando una secuencia determinista y certificada en seguridad sobre la precisión de movimiento. En resumen, la diferencia entre CNC y PLC es movimiento frente a lógica: uno da forma a la pieza, el otro orquesta el proceso que la rodea.
Los lenguajes de programación también reflejan esta división. Los programas de pieza CNC se escriben principalmente en código G y código M, centrados en geometría, trayectorias de herramienta y parámetros de corte. Los programas PLC, en cambio, suelen escribirse en diagrama de escalera, diagrama de bloques funcionales o texto estructurado según la norma IEC 61131-3, centrados en lógica booleana, temporizadores, contadores y máquinas de estados. Un técnico experto en un lenguaje no puede leer automáticamente el otro, por lo que los fabricantes de máquinas suelen mantener programadores de CNC y de PLC separados, o recurrir a integradores que dominan ambas disciplinas.
Integración CNC + PLC en una línea/máquina
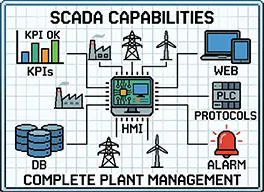
En la mayoría de las máquinas reales, el CNC y el PLC no son competidores sino socios. El PLC suele gestionar las funciones auxiliares de la máquina — resguardos, refrigerante, cambiadores de palés, sujeción de la pieza — e intercambia señales de enlace con el CNC para iniciar o interrumpir un ciclo de mecanizado. Añadir un sistema SCADA sobre este dúo, usando Winlog Evo, permite a los operadores visualizar el estado del programa CNC, las alarmas del PLC y los contadores de ciclo en un único panel, y registrar estos datos históricamente para el análisis de OEE y mantenimiento.
Cuándo elegir CNC o PLC
La elección rara vez es excluyente: se necesita un CNC siempre que un proceso requiera un movimiento de ejes coordinado e interpolado de forma continua — fresado, torneado, rectificado, corte — y un PLC siempre que el proceso esté dominado por lógica discreta, temporización y secuenciación. Muchos fabricantes de máquinas combinan ambos bajo una única capa de supervisión HMI/SCADA para que los operadores no tengan que interactuar con dos filosofías de control distintas. Como regla general, si la pregunta es “¿qué forma debe adoptar esto?” está en el terreno del CNC; si la pregunta es “¿qué debe ocurrir a continuación, y solo si es seguro?” está en el terreno del PLC.
Errores comunes y preguntas frecuentes
El error más frecuente es intentar que un controlador haga el trabajo del otro — por ejemplo, implementar una interpolación de movimiento compleja dentro de la lógica del PLC en lugar de un CNC adecuado, o viceversa. Otro problema habitual es tratar CNC y PLC como islas aisladas en lugar de integrar sus datos en un sistema de supervisión compartido, lo que dificulta mucho más de lo necesario el diagnóstico y la trazabilidad. Estandarizar con drivers bien documentados y una plataforma como Winlog Evo evita ambos problemas.
¿Quiere ver los datos de CNC y PLC unificados en una única vista de supervisión? Pruebe la demo web de Winlog Evo, consulte los drivers de comunicación compatibles, o contacte con Sielco Sistemi para una evaluación a medida.
FAQ
- ¿Cuál es la diferencia entre CNC y PLC?
- El CNC controla el movimiento de ejes coordinado e interpolado de forma continua en máquinas herramienta mediante código G, mientras que el PLC controla la lógica discreta, la secuencia y la seguridad mediante diagramas de escalera o lenguajes IEC 61131-3. En resumen, el CNC da forma a la pieza y el PLC orquesta el proceso que la rodea.
- ¿Puede un PLC sustituir a un CNC, o viceversa?
- No de forma eficaz. Un PLC carece de la interpolación servo en tiempo real necesaria para un mecanizado multieje preciso, y un CNC no está diseñado para la lógica discreta general, la temporización y el secuenciamiento de seguridad de toda una línea. Cada uno está diseñado para su propia tarea, por lo que normalmente se usan juntos y no como sustitutos.
- ¿Cómo se comunican el CNC y el PLC en la misma máquina?
- La mayoría de las parejas CNC-PLC intercambian señales de enlace: el PLC indica al CNC cuándo las funciones auxiliares (resguardos, sujeción, refrigerante) están listas, y el CNC informa al PLC del estado del programa y la finalización del ciclo. Una capa SCADA como Winlog Evo puede entonces leer ambos lados mediante drivers de comunicación dedicados para ofrecer una vista unificada.
- ¿Qué lenguajes de programación se usan para CNC y PLC?
- Los programas CNC se escriben principalmente en código G y código M, centrados en trayectorias de herramienta y parámetros de corte. Los programas PLC suelen escribirse en diagrama de escalera, diagrama de bloques funcionales o texto estructurado según la norma IEC 61131-3, centrados en lógica booleana, temporizadores y contadores.
- ¿Cómo encaja Winlog Evo en un entorno con CNC y PLC?
- Winlog Evo se sitúa por encima de los controladores CNC y PLC como capa de supervisión, conectándose a ambos mediante drivers de comunicación para mostrar el estado del programa, las alarmas y los contadores de ciclo en un único panel, y registrar estos datos históricamente para el análisis de OEE y mantenimiento.